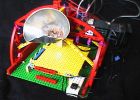
3D-skrivare choklad (gjord från LEGO) (3 / 10 steg)
Steg 3: Firmware och Programvaruinställningar




Efter ersättande plastic extruder av en choklad version, måste vi ändra firmware i skrivaren.
Som första firmware huvudet, detta kommer att berätta vilken firmware laddas i skrivaren.
#define STRING_VERSION "1.0.4"
#define STRING_URL "
#define STRING_VERSION_CONFIG_H __DATE__ "" __TIME__"choklad"
#define STRING_CONFIG_H_AUTHOR "(Gosse Adema, ChocolatePrinter)"
#define STRING_SPLASH "v" STRING_VERSION "-" STRING_URL
Uppvärmning
Vi kommer skriva ut utan värme-säng. Detta kan inaktiveras i programvaran (medan skivning).
Nya extrudern har inte ett värmeelement. Vi måste ändra temperaturen inställningarna, så att kalla extrudering. Detta är normalt inställd på 170 grader celcius.
För temperatur läsning av choklad, kan vi placera extruder sensorn nära sprutan. Jag har valt att inaktivera sensorn
#define TEMP_SENSOR_0 0
#define EXTRUDE_MINTEMP 0
Matningshastighet
Vi måste också räkna om extruder matningshastighet. Normal glödlampa har en diameter på 1,75 eller 3 millimeter. Användning av en spruta som ger en mycket större diameter.
Jag vet inte den största diameter som du kan ange under förberedelsen (skivning) av en STL-fil. Vi ska konvertera diametern på sprutan till 3mm glödtråden. Detta sätt kan vi bestämma en minskade antalet steg som krävs per millimeter.
Används stegmotorer (42BYGHM809) flytta 0.9 grader per steg. Vi använder M5 gängad stång. Detta flytta 0.8 mm per tur.
360 grader = 0.8 mm
450 grader = 1 mm
450 grader = 500 steg
Totalt 500 steg ger 1 mm rörelse. Med 1/16th kliva är det 8000 varv per mm.
1 mm 3mm glödtrådens ger:
(0,5 * 3) ^ 2 * 3,1415 = 7.068 mm3 plast
Min spruta som innehåller 20ml (20000 mm3) choklad har en längd på 71 mm.
1 mm utfodring av denna spruta ger:
20000 / 71 = 281.69 mm3 choklad
För att kompensera detta, behöver vi också dela upp varv per millimeter av 39.85.
Denna (8000 /39.85) ger värdet 200 steg/mm.
#define DEFAULT_AXIS_STEPS_PER_UNIT 160,160,8000,200 {} / / choklad
Utskriftsstorlek
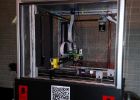
Den nya extruder storleken minskade printbed ytan. Nya extrudern är bredare än normalt. Som ett resultat, kan den vänstra delen av printbed inte användas (på x-axeln). Vi har förlorat 60 millimeter på vänster sida (200-60 = 140). Glöm inte att använda dessa lägre värden medan skivning.
Resa gränser efter homing
#define X_MAX_POS 140
#define X_MIN_POS 0
#define Y_MAX_POS 200
#define Y_MIN_POS 0
#define Z_MAX_POS 200
#define Z_MIN_POS 0
Hastighet
X, Y och Z-axlarna förbli oförändrad. Extrudern är emellertid mycket tyngre än en normal extruder. Vi måste ändra den rörliga farten på grund av samlaströgheten. Detta kan göras i Pronterface, genom att minska utskriftshastigheten till 10%. Även ändra följande inställningar i firmware:
#define HOMING_FEEDRATE {5 x 60, 5 x 60, 1 x 60, 0} / / (mm/min)
#define DEFAULT_MAX_FEEDRATE {150 150, 2,5, 60} / / (mm/sek)
#define DEFAULT_MAX_ACCELERATION {150 150, 100, 10000}
En gång laddade vi kan göra ett test köra utan choklad.
Skivning
Använd följande värden under skivning:
Glödtråden = 3 mm (korrigerat i firmware)
Munstycket = 0.9 mm
Heatbed = 0 grader (av)
Extruder = 0 grader (av)
Layer höjd = 0.6 mm (eller 0,7 mm)
3D-skrivare choklad från LEGO
Hur jag gjorde min awesome lego mansion

Att göra en försedda med bostäder med 3D-skrivare - jag gjorde det på TechShop

Starspeeder 1000 gjord av Lego
Bygga en mekanisk Lego binära kalkylator

Awesome lego figur hylla

DIY bröllop-choklad, tvål och ljus gjutgods Video

LEGO NXT Laser gravör
En nästan tillförlitliga, hög Precision, 3D-skrivare: Son till MegaMax (SoM)

Iron Man Lego kostym

3-växlad Lego överföring

Awesome Lego tecken

Apple Watch Lego Stand

Lego Man Lamp

LEGO EGGBOT

LEGO Batman kostym på snabbt & billiga!

LEGO datorfall

Choklad skål
