Bygga en 3D skrivare Prusa i3 (17 / 18 steg)
Steg 17: Kalibrering innan första testutskriften.







I detta skede av vår bygga har vi egentligen inte gjort mycket kalibrering utom extrudern och z-axeln under #define DEFAULT_AXIS_STEPS_PER_UNIT fodra.
Du kan använda Jozef Prusa RepRap kalkylatorför att hitta "steg per enhet" för X, Y och Z-axeln. För X- och Y-axeln använde vi en GT2 trissa med 20 tänder. Den motoriska Stegvinkel är 1,8 grader och de är inställda för 1/16 mikro steg (minns vi använde 3 tröjor under föraren på RAMPERNA). Så med dessa värden i Kalkylatorn får vi ett värde av 80 för X och Y.
I ett tidigare steg vi z-värdet ändrades till 4000. Detta konstaterades med hjälp av steg per millimeter - leadscrew driven system. Igen - 1,8, 1/16 och plockning M5 ge 4000.
Extruder värdet hittades enligt föregående steg genom att pressa ut 100 mm glödtrådens och beräkna korrekt stegnumret. Så vår slutliga standard axel steg enhet linjen ser ut så här:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,473}
Det går X, Y, Z, E
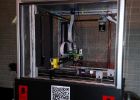
För att säkerställa vår z-axeln var nivå vi flyttade den nära toppen av axeln och mätt avståndet mellan toppen av X-ändarna och top z-axeln montera på varje sida och sedan manuellt såret en motor så mätningen var samma på varje sida. Du kan också syn x-axeln smidigt staven överst på ramen för att se om det är parallella.
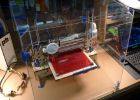
Därefter flyttade vi alla axel hem ståndpunkter till nivå sängen. Flytta z-axeln så du kan bara glida en bit papper mellan munstycket och målare tejpen på glaset, och sedan flytta sängen fram hela vägen och justera M3 bulten så pappret bara glider mellan munstycke och band från utgångsläget. Flytta munstycke/sängen till alla fyra hörnen gör samma sak tills den är jämn. Du kommer att behöva gå runt ett par gånger att få det rätt. Det är viktigt för att få sängen som nivå du kan som det första lagret av utskriften måste vara så exakt som möjligt eftersom varje andra lagret är byggd ovanpå detta.
Den Pronterface paketet hämtade i steg 10 innehåller "Slic3r" Detta tar en 3d modell och genererar G-kod. Det skivor 3D-modellen i lager för 3D-skrivare. Starta Pronterface och klicka på "Inställningar" och sedan "Skivning inställningar"
Startar Slic3r. Om det börjar med en konfigurationsguiden sedan gå igenom det, om inte klicka på "Hjälp" då "Guiden".
Firmware typ = RepRap (Marlin/Sprinter/Repetier)
Säng storlek = 200mmx200mm
Munstycke Diameter = vår är .35mm
Glödtråden Diameter = 3mm
Extrudering Temp = vi använt 200C
Bed temperatur = 60C

Bygga en 3D-skrivare Under 299$
Bygga en 3D-skrivare Under 200$

Bygga en 3D-skrivare

Första 3d-skrivare: Custom Prusa i3

Bygga en Polar 3D-skrivare från Legos

Hur man bygger en egen "säng på naglar" testare för din 3D-skrivare elektronik

Bygga en billig 3d skrivare

DeltaTrix 3D-skrivare

Hur man förvandlar en Makelangelo 3 till en 3D-skrivare

Komplett nybörjare steg för steg, 3D-skrivare med alla delar listor

DIY 3D skrivare kit – elände och underverk

PRINTTABLE prisvärt, attraktiva IKEA brist på Tabell Hack skapa en 3D-skrivare
Hur att lysa upp din 3D-skrivare

Hur man utformar en 3D-skrivare

Edge 3D 3.0 - en 3D-skrivare för $200
3D skrivare inhägnad
En nästan tillförlitliga, hög Precision, 3D-skrivare: Son till MegaMax (SoM)

Låg kostnad 3D skrivare bälte spänningsregulator
