Fönstret grumling i Ember skrivaren (2 / 11 steg)
Steg 2: Testa geometrier


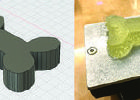
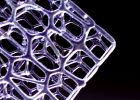
Jag började med två utskrifter för detta experiment. Först är en 30 mm diameter cylinder som är förskjuten lämna hälften av utskriftsområdet orörd. Andra print är en serie av 50, 100, 150, 200, 250, 300, 350, 400 och 450 mikrometer inlägg i vinkel 90, 60, 45, 30 och 10 grader. Detta tryck testar skrivaren förmåga att producera delikat hög höjd/breddförhållande funktioner. Båda filerna har små små funktioner iväg åt sidan så att när utsnittet centra åter .stl, objekten är fortfarande off-center. Skivad på 25 mikrometer cylindern utskrifter i 4799 lager. Jag skulle rekommendera utskrift någonstans mellan 1000 och 3000 lager. Uppackning tarbollen och ta bort de extra lagrarna är det snabbaste sättet att ändra antalet lager skrivs ut.
Efter blockera 24.000 lager 30 mm cylindern blev mycket svårt att skriva ut utan störning, så jag bytte till en 20 x 20 mm 3000 lager som kulminerade i inlägget testutskriften. Det var möjligt att använda två olika uppsättningar villkor genom att behandla bas 3000 lager som "inbränningar" lager och resten som modell lager. Detta tryck var mindre benägna att störning, och jag skulle rekommendera att använda det för framtida tester. Jag har också tagit en 1000 lager version för hartser som är mer benägna att grumling och behöva mätas oftare.
Skriva ut ett ben på glödande kol skrivaren

Gjutning från Autodesk Ember skrivare - Design/Print (DWS550)-Ring

Ember skrivare Swatchbook: Texturer och efterbehandling för SLA DLP skrivare
Ember skrivare: Att uppnå Layered geometrier med PNG stackar

Ember harts bricka lock

Glödande kol bygga huvud monter

FÅNGENSKAP nötter och mer i 3D-UTSKRIFTER

Hur skriva ut en animering inspirerad av Kurt Vonnegut Slaughterhouse-Five till 3D

Pizza Box iPad Stand

3D-utskrifter gängade funktioner med Autodesk Ember fortsatte

Hur man stämmer Embers utskriftsinställningarna för nya hartser

Ember skrivare: Med mönster läge för finare Detaljer

Justering för förändringar i ljusintensitet med glödande kol skrivaren

Hur korrekt projektor likformigheten av glödande kol skrivaren

3D tryckt fönstret rutan Fan hyllor

Ändring av Pantum 2502W för direkt laserutskrifter av skrivaren kretskort

Ember 3D-skrivare bygga Arm Teardown

Ingen färgbläck? Skriva ut svart och vit ändå - Brother-skrivaren
