CNC-maskin för att forma stora bitar av styrencellplast (11 / 15 steg)
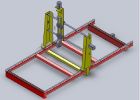
Steg 11: Kedja enhet



























-jämfört med remmar, kedjor sträck inte så mycket
-kedjor är mycket robust
-kedjor kan enkelt justeras till valfri längd
-enkelhet i församlingen
I detta skede av bygget är det nödvändigt att göra vissa korrekt bearbetning. Buskarna måste monteras i brotchas, 10mm hål. Behovet av kedjehjul reamed, 8mm hål. Jag lyckades undvika bearbetning av axlar genom att erhålla 8mm OD silver stål. Jag tog för att producera spännare som lätt kan justeras.
För att räta ut det långa skaftet på bottenram, använde jag den milda Persuader * för justering - X markerar platsen!
Uppdatering 28: e juni 2012: kedja på den vertikala axeln drivs av en drevet, monterad direkt på motoraxeln. De andra två axlarna har två kedjor per axel och kräver en koppling mellan motoraxeln och sprocket skaft. Min första kopplingar twist för mycket under den höga motor vridmoment, vilket resulterar i motreaktion på minst 2mm (se bifogad video). Nya, spider kopplingar slutligen kom från Hong Kong och är nu på maskinen. Motreaktion är nu acceptabelt (mindre än 0,2 mm).
* teknisk term för hammare

CNC-maskin baserat på Prusa i3 Hephestos

Unika trä former utan en CNC-maskin

Att göra en sandsculpture med hjälp av en dator och en cnc-maskin

Bygg din egen CNC-maskin.

Hur CNC maskin en pumpa (eller en slumpmässig objekt)

BRA kvalitet CNC maskin

Kombinationen CNC-maskin och 3D-skrivare

Extremt låg kostnad 3D utskrivbara 3D Printer / Plotter / CNC-maskin

Bygga en låda bild CNC maskin för under $200!

Bygga din egen cnc maskin
3D-Router: när en CNC-maskin är overkill.

Hur man gör en tre-axeln CNC-maskin (billigt och enkelt)

$20 CNC-maskin

Kniv blockera en Remix med hjälp av verktyg som du kan ha! Inga CNC maskiner/laser/Phasers/Flux kondensatorer eller tid-maskiner har använts i denna konstruktion!

Bearbetning en PCB med hjälp av en billig CNC maskin

Bygga en Foamcore CNC maskin
Hem byggt CNC maskin Del1 - stöds linjära skenor

Anpassningsbar och självständiga CNC maskin
