CNC Plasma tabell (20 / 21 steg)
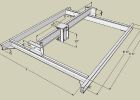
Steg 20: Facklan höjd kontroll
För att uppnå bästa kvalitet snittet, måste höjden av facklan ovanför bladet kontrolleras noga. Om bladet är platt, är ställa Z höjd med hjälp av mikrobrytare OK. Dock om bladet inte är helt platt (särskilt sant för tjockare blad), något mer avancerade kan hjälpa.
Jag köpte (faktiskt, min fru köpte det för mig till jul - tack Sarah!) en elektronisk facklan höjd kontroll gjorts av Proma
-Innan du rusa ut och köpa en, det finns ett par saker jag behöver lägga till.
- Denna THC (andra kan vara annorlunda) verkar inte fungera bra på tunnplåt (< = 3mm). 3mm blad verkar dock vara platt nog inte behöver det på det hela.
- Det fungerar inte alls med min Hypertherm! Anledningen är att THC ser på den spänning som skickas till facklan och antar att om facklan är avstängd, det blir noll volt. Dock när Hypertherm inte skär (ingen Arc) facklan sitter på 45V. THC tolkar detta som arc har drabbats och börjar försöka justera höjden omedelbart.
Hur en THC fungerar är genom att läsa arc spänningen. Om det är lägre än ett tröskelvärde (om 120V) uppstår facklan höjd och om det är högre, det sänker facklan. Eftersom det är på 45V, långt under ingången, börjar det höja facklan innan bågen har lit - och när plasman försöker tända bågen, facklan är för långt ovanför bladet och det aldrig lyckas!
Tydligen kommer nästa version av THC kan du justera spänningen det anser som bågen att vara lit - kontrollera med dem innan du köper!
Ta en titt på länkade videon för detaljer om hur man fäster & använda.

CNC Stomp Pad projekt | CNC-programmering | G-kod programmering | CNC Plasma Cutting

Med en Cnc Plasma Cutter

CNC bubbla tabell

Hemgjord Mini trä Mill Router fräsmaskin av bilden axel CNC och tabell tryck Drill

Log klämskruv käkar för svart & Decker Workmate - skär med CNC Plasma

Hur man ställer in och använder en PlasmaCAM CNC Plasma Cutter

Plasma kedjehjul

En mekanisk Iris fönster med hyttventil

Tumbler för pragmatiska 3d produktion utskrift
3 axel CNC Router - 60 "x 60"x5"- JunkBot

DIWire tabell

Massor av tabeller!

Gör pizza med en plasma cutter, en grävare och en hög med lera!

Hemma byggt CNC Router tabellen ett pågående arbete.

Hur man gör en tre-axeln CNC-maskin (billigt och enkelt)

Gör en CNC Hot Wire Frigolitskärare från delar finns på din lokala järnaffär

Plasma skär AR15 stötfångare
Gjuten Cement Mountain skulpturer med en CNC Router
