Hur man mal Tall grejer med inte-så-Tall pinnfräsar (5 / 7 steg)
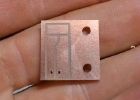
Steg 5: Pop ut





Enda sak kvar att göra var ett sista pass med grov bit att släppa bitar från botten av blocket. Detta gjordes sist, som en separat sökväg, så jag kunde se till att de bitar jag klippte ut var fortfarande fast i tabellen med dubbelsidig tejp efter alla de andra passen. Detta var en enkel väg. Allt jag behövde göra var att välja fyra botten ansikten, och se till att bara gå igenom en gång, med start höjd 2mm ovanför modellens nedre plan och en avslutande höjd ett par mm under det nedre planet.
Och det är det. Jag kunde sedan kör skriptet post-processen menyn på att börja exportera vissa G-kod. I efterbearbetningen exportalternativ hade jag att välja Inches för enheter eftersom, även om g-kod kan skapas i både tum och millimeter, några av de förprogrammerade rutinerna i maskinen jag använde var hårdkodade till inches, så det är meningsfullt att bara använda inches i hela. Dessutom hade jag att se till att program nummer och filnamnet bestod av exakt 6 numeriska siffror. Annars det dyker inte upp i maskinen. Och ökar värdet G51Lookahead till ungefär 0,002 eller 0,005 påskyndas fräsning processen. G51 koden är faktiskt ett framåtblickande toleransvärde. Detta är hur nära maskinens huvud har att få till ett mål innan det börjar köra nästa rörelse.
Hur man mal ett kretskort med en Stepcraft Mill och EagleCAD

Hur man gör slem med tandkräm och lim

Hur man startar en brand med en magnesium flinta

Hur man gör Mario med Push Pins

Hur man gör musik med hjälp av ett glas vin

Hur man gör Spaghetti med citron peppar Marinara sås

Hur man binda RC flygplan med en 2 kanal sändare

Hur man färga garn med karamellfärg (Plus andra tips!)

Hur man gör eld med en magnesium pinne

Hur man kontrollerar DC-motorer med Arduino

Hur man permanent fixar en dragsko; också, hur man fixar en dragsko med ett dåligt underwire.

Hur man fixar Desktopen ikonen positioner inte spara i windows 10

Hur man startar en eld med flinta

Hur man skjuter en basketboll med rätt form.

Hur man styr Servo motorer med en Arduino

Hur man gör eld med bara ett batteri och stålull
Hur man fixar Autostart-program startar inte i Windows 8.1

Hur man gör chatt med befalla snabb (cmd)
