Nyfikenhet 120$ eWaste pedagogiska 3D-skrivare (17 / 18 steg)
Steg 17: Steg 11 - kör kalibreringstesten






I följande avsnitt kommer det att finnas hänvisning till kommandon, som kallas G-koder, som är skrivaren följer instruktionerna. Alla manuella kommandon, samt filer för att skriva ut, består av G-koder. Manuella kommandon anges med textrutan och skicka-knappen i nedre högra hörnet av skärmen Pronterface. Manuella kommandon kan också skickas genom att klicka på knapparna inom Pronterface. Några G-koder orsaka skrivaren att företa en handling, andra rapport i textområdet ovanför rutan om skrivarens status.
Om du vill leta upp ett G-kod (varav, förvirrande, starta med M inte G), det finns en komplett lista på RepRap G-kod wiki. De måste anges med versaler. Observera att inte alla G-koder stöds av alla sorter av RepRap firmware, inklusive Marlin som körs ombord nyfikenhet RAMPER som standard.
Några av mer vanliga G-koder (försök inte dem ännu):
- G28 hemma alla axlar
- M106 S255 Fan på
- M106 S0 Fan Off
- G1 X 0, Y0 Z10 flytta huvud att det främre vänstra hörnet och 10mm över printbed
- G1 E50 F100 djup 50mm av glödlampor på 100mm/s hastighet
- M302 Åsidosätta "Extruder Safe"
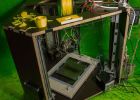
Anslut nätaggregatet till skrivaren och kontrollera motor riktning
Innan vi fortsätter, måste vi testa riktningen av de tre motorerna. Om de kör i fel riktning, måste vi vända i respektive kontakten på ramperna 180 grader.
Printbed installeras på ett sådant sätt att den inte skymmer rörligheten för hotend! Effekt på skrivaren, och sedan skicka kommandot G28 eller klicka på knappen hem alla:
Alla tre motorer ska nu gå mot deras hem position och göra några ljud. Detta är normalt under homing förfarandet.
Kontrollera riktningen av X-axeln
Klicka nu på den yttre ringen av + X. X-motor (hotend) ska flytta till höger. Om det flyttningar vänster eller om motorn är redan i längst till höger-läge, Stäng av skrivaren och koppla bort i Pronterface, nätkabeln X motor från RAMPER styrelsen och Anslut den tvärtom att vända motor rotationsriktningen.
Kontrollera riktningen av Y-axeln
Klicka nu på den yttre ringen på + Y. Y motorn (printbed) ska flytta till framsidan (hotend flyttar därför på baksidan av printbed). Om det rör sig tillbaka eller om motorn är redan i översta läge, Stäng av skrivaren och koppla bort i Pronterface, nätkabeln Y motor från RAMPER styrelsen och Anslut den tvärtom att vända motor rotationsriktningen.
Kontrollera riktningen av Z-axeln
Klicka nu på "10" av + Z. Z motor (hotend) ska flytta upp 10mm. Om det flyttas ner eller om motorn är redan i det översta läget, Stäng av skrivaren och koppla bort i Pronterface, nätkabeln Z motor från RAMPER styrelsen och Anslut den tvärtom att vända motor rotationsriktningen.
Felsökning:
Om inget händer, dubbelkolla makt leverans anslutningen till RAMPER styrelsen (gröna kontakten), bör det finnas 12V på kontakten. Kontrollera också polariseringen.
Kontrollera avståndet mellan Hotend munstycke och Printbed
Nu måste vi justera höjden på printbed. Flytta Z-axeln till den nedersta positionen och flytta X / Y till främre vänstra hörnet. Justera fram/vänster muttern av printbed på ett sådant sätt, att printbed är 0.1mm under munstycket på hotend (tjockleken av ett vanligt papper). Upprepa med de andra 3 hörn av grogrund. Sedan åter kontrollera tills alla fyra hörnen justeras lika. Detta är ett mycket avgörande steg och det är viktigt att detta görs på rätt sätt. Om mellanrummet är mindre än 0,1 mm, kommer extrudern inte kunna skjuta någon glödtråd genom hotend. Om mellanrummet är mer än 0,1 mm, kommer glödtråden inte att kunna hålla sig till grogrund.
Kolla Fan Rotation
Med kraften på, ange kommandot M106 S255 och hot-end kylfläkten bör börja Rotera moturs och så blåser mot hot-slutet.
Felsökning:
Om fläkten inte vänder, vända orienteringen för kontakten i RAMPER styrelsen om fläkten blåser från hot-slutet då skruva bort fläkten och vända på det
Test varma slutet
Se till att fläkten är på och blåser mot hotend när Hotend värms!
Välj sedan värme 185 (PLA), klicka på Ange och markera rutan klocka. Bekräfta diagramlinje stiger till 185C och steadies där.
För att uppnå en god vidhäftning av PLA glödtråden för printbed, Använd lim UHU stick och applicera ett tunt lager lim på märkning bandet före varje utskrift. Ersätta märkning bandet som behövs.
Kolla extrudern
Fyll inte glödtråden ännu! Skicka M302 att åsidosätta kall extrudering prevention i Marlin. Ställa in Pronterface att pressa 10mm av glödtråden och klicka på "Djup". Det stora redskapet på extrudern bör Rotera medurs sett från baksidan. Klicka på bakåt och bekräfta det roterar motsols.
Tillfälligt lösgöra PTFE-röret på extrudern genom pressning i svart eller blå plast flänsen samtidigt som du drar röret försiktigt ut. Alternativt kan du också skruva loss muttern mässing från extrudern. Sedan pressa den röda spaken så att spänningen ratten är frikopplad från extruder kugghjulet och mata den spetsiga ändan glödtrådens i motsatt sida av extrudern från PTFE-röret. När det dyker upp en liten bit från extruder, sätt tillbaka PTFE-röret i mässing muttern.
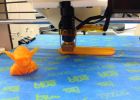
Kontrollera att den hot-end är fortfarande på temperatur 185 (PLA). När den når denna temperatur, Använd knappen extrudering till foder 100 mm från glödtråden i taget på 100 mm/min tills den är nära effektor slutet av Bowden röret. Det skulle behöva ca 3 går.
Sedan mata 20 mm vid en tidpunkt på 100 mm/min tills smält glödtråden börjar uppstå från spetsen av hot-slutet.
Du har nu slutfört kalibreringsprocessen!

Papper utan laga kraft Dragon - gudomlighet: Original Sin

Pedagogiska vindkraftverk

120 volt AC AA batteri laddare

Periodiska systemet magneter - 120 St ange

DeltaTrix 3D-skrivare
Bygga en 3D skrivare Prusa i3
DIY delta 3D skrivare med låg kostnad återvunnet delar

Glober, bollar och robotar från en vanlig skrivare!

Sladdlös Power Tool Conversion 18VDC till 120/240 VAC

Flytande datorarbetsplats skrivbord (med dolda skrivare område och flytande tangentbord utdragbar)

Förvandla en 3D-skrivare värme säng till en tallrik varmare med termostat

Makey Bat-mobil! (Eller andra flygande djur pedagogiska mobil)

KODAK Autographic NR.3 modell H - 118-120 film adapter

Hemgjord Mini Router Mill DIY X Axis bild scenen aluminiumram CNC fräsning för 3D-skrivare maskin

Mjuk robotliknande Grabber (ingen 3D skrivare krävs)

Billigaste trådlös 3D-skrivare - Boltz Megatiete

TETRIX 3D-skrivare

Kombinationen CNC-maskin och 3D-skrivare
