Uppfinnaren HSM till GMS: 3 + 2 axel arbetsflöde (15 / 24 steg)
Steg 15: Fixtur material för 3 + 2 axlig bearbetning










När det är dags att vända din del för 3 + 2 axis arbete, är det verkligen viktigt du ordentligt säkra ditt material, men också lämna utrymme för huvudet av maskinen för att få rätt upp nära din arbetsstycket, och för att fräsen inte köra in i din klämmor.
Du kan se jag använder frigolit och dubbelhäftande tejp för att skapa ett större område av kontakt mellan arbetsstycket och tabellen, men också att alla underlag är mjukare än materiellt som arbete, om verktyget körs in i det - detta sätt som jag inte behöver modell styrofoam eller oroa dig för mycket om det.
När det säkras ordentligt till en skrot styrelse att förhindra oavsiktlig bearbetning av bordet, använde jag platt metall bitar att se till att min pjäs var väl i linje med axeln av maskinen, med hjälp av facket skära för den vise, som är perfekt i X-riktning.
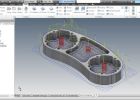
Efter det använde jag remmen klämmor på tre av sidorna för att säkra fast arbetsstycket, medan det fjärde hörnet med referens skåran öppen. Med hjälp av edgefinder, kunde jag hitta det hörnet av min arbetsstycket, som tillät mig att tala om för maskinen exakt var starta från på denna sida. Som du ser, denna 0-0-0 position motsvarar UCS jag in på nästa version av den modellen jag använde.
När detta ursprung var in i maskinen, sträckta jag sista bandet klämman. Alla är så långt bort från arbetsområdet som jag kunde röra dem.

Pier 9 Guide: Autodesk Inventor HSM till Shopbot arbetsflöde

Millow: 3D fräsning en T-spline kropp med uppfinnaren HSM och Haas CNC Mill
Komma igång med uppfinnaren HSM Express

Pier 9 maskin katalog

Pier 9 resurs: CNC utbildningsväg

Från modellen till pappersbruk (med HSM för att få din design från datorn till maskin sängen)

Pier 9 Guide: Uppfinnare 2016 till Omax IntelliCAM arbetsflöde för 5-axlig vattenskärning på piren 9

Digital smycken Design: En modern introduktion till uppfinnaren

Hur man spara en uppfinnare fil som en .dxf och ladda upp den till Instuctables.com

Hur du importerar en Autodesk Inventor 2013 skiss till CorelDraw 5

The ULTIMATE Guide till att förlora vikt & bygga muskler

Återanvända min Laser CNC till ett multiverktyg CNC

Sexig 6 axel ROBOTARM

Manuel 5 axel Drill press / svarv/Mill

Komma igång med indexerade 4: e axel fräsning

1 tums axel uppgraderingar för pedicabs med go-kart delar

Pier 9 resurs: Autodesk programvara översikt

Pier 9 Guide: Nybörjare och avancerade CAM programmering