Den 3D-skrivaren för $5 (5 / 6 steg)
Steg 5: Skriv ut!






Skjuta upp limpistolen och få det till temperatur. När den är klar, börja "behandling" Gcode genom att läsa den första anvisningen och sedan utför åtgärden med hjälp av limpistol och rutnätet rutat papper. Kan det vara lättare att markera start- och slutpunkter för varje rad med en penna innan fastställande av limmet.
Här är hur man läser en linje av Gcode:
G1 X57.81 Y13.13 E262.76105
Gcode börjar med G0 eller G1. Det finns en skillnad, men för $5 skrivare Hej båda betyder gå.
Nästa är X, Y och Z. De talar du om att gå på rutat papper. Detta är ungefär som en kombination av slagskepp och ansluta-the-prickar.
Slutligen finns det E. E anger för skrivaren att pressa. Använder den $5, det betyder drar avtryckaren för limpistol att pressa ut lite lim som du flyttar från en punkt till en annan. Om det finns ingen E, det innebär att flytta utan att något material.
Det finns många andra Gcode instruktioner finns, kan du lära dig mer om dem. från Wikipedia.
Att utföra denna linje av Gcode, du skulle börja med X-axeln och hitta den 57: e raden (du kan runda dessa siffror, vi är inte så exakt som robotar) längs långsidan din rutat papper. Då skulle du hitta den 13: e raden på kortsidan (Y-axeln). Där dessa två linjer korsar varandra är där du ska placera munstycket på din varma slutet (limpistol). Eftersom det finns ett E på prov raden av Gcode, skulle vi extrudering material på sängen när vi går från den aktuella platsen till destinationen koden anger.
Nu när du vet hur man läsa och köra Gcode, kan du börja skriva ut exempel modellen genom att köra varje rad nedan en i taget. Om kommandot innehåller en E -value, var noga med att pressa lim när du flyttar från föregående till nästa plats.
Jag tycker det är bra att skriva ut Gcode så kan du cross-off och kontrollera varje rad som du går så du inte förlorar din plats.
G0 F6000 X6.13 Y32.47
G1 F900 X38.47 Y32.47 E240.02457
G1 X57.81 Y13.13 E262.76105
G1 X59.93 Y15.25 E265.25577
G1 X43.95 Y31.23 E284.04527
G1 X44.46 Y32.47 E285.15692
G1 X59.13 Y32.47 E297.35341
G1 X59.13 Y45.47 E308.16296
G1 X55.36 Y45.47 E311.29939
G1 X57.56 Y44.40 E313.33332
G1 X58.16 Y41.77 E315.57717
G1 X56.48 Y39.66 E317.82088
G1 X53.78 Y39.66 E320.06594
G1 X52.46 Y41.32 E321.83098
G1 X52.10 Y41.77 E322.30757
G1 X52.57 Y43.85 E324.08486
G1 X52.70 Y44.41 E324.55722
G1 X54.90 Y45.47 E326.58743
G1 X44.46 Y45.47 E335.26833
G1 X43.95 Y46.70 E336.37998
G1 X59.93 Y62.68 E355.16948
G1 X57.81 Y64.80 E357.66361
G1 X38.47 Y45.47 E380.39950
G1 X6.13 Y45.47 E407.29281
G1 X6.13 Y32.47 E418.10236
G0 F6000 X44.11 Y38.96
G1 F900 X44.51 Y40.98 E419.81559
G1 X44.57 Y41.27 E420.06281
G1 X45.71 Y42.97 E421.76431
G1 X45.88 Y43.22 E422.01245
G1 X47.58 Y44.36 E423.71810
G1 X47.83 Y44.53 E423.96440
G1 X49.84 Y44.93 E425.67094
G1 X51.13 Y45.20 E426.76747
G1 X51.13 Y32.75 E437.11802
G1 X47.83 Y33.40 E439.91812
G1 X46.12 Y34.54 E441.62492
G1 X45.87 Y34.71 E441.87307
G1 X44.73 Y36.41 E443.57756
G1 X44.57 Y36.66 E443.82386
G1 X44.17 Y38.66 E445.52356
G1 X44.11 Y38.96 E445.77404
G0 F6000 X52.57 Y36.85
G1 F900 X52.70 Y37.41 E446.24640
G1 X55.13 Y38.58 E448.48710
G1 X57.56 Y37.40 E450.73152
G1 X58.16 Y34.77 E452.97537
G1 X56.48 Y32.66 E455.21908
G1 X53.78 Y32.66 E457.46414
G1 X52.46 Y34.32 E459.22919
G1 X52.10 Y34.77 E459.70577
G1 X52.57 Y36.85 E461.48307
G0 F6000 X46.27 Y33.54
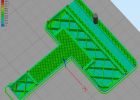
Detta avslutar konturerna av det första lagret som visas i den tredje bilden. Denna översikt av lagret kallas ibland väggen. När väggen är klar, fastställs material för att fylla utrymmet inuti väggen. Detta material kallas utfyllnad.
Uppdatering av signalbesked sker oftast i form av diagonala linjer inom väggen i lagret (du kan se ett exempel på detta på fjärde bilden). Uppdatering av signalbesked kan ske på andra sätt också, men vi ska sticka med diagonala linjer att hålla det enkelt. Antalet rader kan också variera, fler rader gör delen starkare, medan färre linjer gör det lättare, använder mindre material och kan även skriva ut snabbare.
Som ni kan föreställa er, det tar många av fodrar av Gcode att beskriva utfyllnad, och som sådan har jag lämnat dem ur detta exempel. I stället, jag lämnar det till dig att rita de horisontella linjerna i väggen som visas i den fjärde bilden. Upprepa denna process tills lagret är helt fyllt, att vara noga med att lämna munnen och ögonen öppna som kan ses på femte bilden.
När utfyllnad är klar, en linje av Gcode normalt instruerar skrivaren för att flytta Z -axeln upp och börja nästa lager. I vårt exempel print, alla lager är identisk och eftersom vi inte kan vara så exakt som en robot, vi börjar på det sista lagret, fastställande av ett identiskt mönster. Upprepa denna process 10 gånger för att slutföra modellen.
Som ni kan se i den sista bilden, jag sprang ut red och var tvungen att ändra färger halvvägs tryck, en teknik som används av 3D-skrivare att skriva ut flerfärgad eller multi-material modeller.
När du har lagt ner 10 lager, är modellen klar!

Binn-E: den återvinningsbara återvunnet recycler

Universal fristående glödtråden spool innehavaren (fullt 3D-printable)

Låg kostnad 3D skrivare glödtråden Spool Stand

Universal 3D-print glödtråden Filter

Denna gamla TARDIS

Nebulosa: Fastställande av skrivaren efter att det hade blivit bortskämda av ett kemiskt agens.
Med Sugru för att skapa stötdämpare för skrivaren 3D

Den ultimata Shrinky Dink guiden - bläckstråle Version

Hur du lägger till lysdioder till skrivaren 3D!

DIY Mini julgran - present till den unga beslutsfattare hemma

Lägga till linjer till din 3D skriva ut så att den lyser upp

QUICK & EASY GLÖDTRÅDEN SPOOL innehavaren
Håll din varma drycker med skrivaren 3D

Ultimaker 2, 1.75mm Konduktiv glödtråden feeder arm design

Bälte klipp för att skydda telefonen & hörlurar sladd

Silikon-liknande material prototypen på en 3D-skrivare

IKEA stol ergonomiska hacka, 3D tryckt
Ändra utfyllnad täthet i ett särskilt avsnitt på en 3D-modell för 3D-utskrifter.
