Hur du konfigurerar glödande kol för hög hastighet 3D utskrift (3 / 3 steg)
Steg 3: Förklaringar, begränsningar och framtida arbete




Så det var ganska coolt! Låt oss titta på varför optimeringar arbetat, begränsningar i systemet, vad det betyder i praktiken och hur det skulle kunna förbättras på i framtiden.
Förklaring
Direkta pull (utskrift utan avskiljande) fungerade i detta fall främst eftersom vi använde programvara för att optimera geometri och material.

Du ska märker från grafen ovan att gitterstrukturen att den globala yta (summan av alla vita pixlar i ett givet segment) aldrig överskrider 15% av segmentet. Den globala yta bör förbli under 15% så att sug krafterna, som minns är proportionell mot yta, blir inte större än styrkan i härdad harts, rivstyrka på fönstret PDMS och normal kraft som den linjära enheten och motor kan leverera. Om sug krafter överskrider något av dessa då felmoder som är som Följ:
- Sugning kraft > styrka av härdad harts: tryckta objektet dras isär
- Sugning kraft > rivstyrka av PDMS: PDMS så slits sönder
- Sugning kraft > normal kraft levereras av den linjära enheten och motor: z-sylt
Du kan se från grafen och videon på toppen av detta steg att geometrin ändras snabbt från lager till lager visar att vätska kan enkelt överföras till de områden som behöver att bota. Om vi skulle skriva ut en vertikal kolumn, sedan efter några lagrar all vätska mellan delen och PDMS skulle tömmas och det skulle vara svårt att få mer vätska in i bota området.
Vi har också optimerat materialet för att göra det bota snabbare och djupare djup genom att minska den om av foto-inhibitor, detta gjorde att vi kunde skriva ut djupare lager. Tekniskt, man kan kalla detta ut, för utskrift på 250 micron lager är 10 gånger snabbare än 25 micron lager. Men med optimering av geometri och process, vi kunde gör Ember 24 gånger snabbare.
Begränsningar
Det finns fyra huvudsakliga begränsningar för geometri som du kan skriva ut
- Globala yta
- Lokala yta: ytan på enskilda delar av segmentet. Till exempel en strut i gallret.
- Förändringstakten i position av lokala yta: hur placeringen av lokala yta förändras från lager till lager
- Styrkan i det härdade materialet
Globala yta:
De sug krafter som alstras av den globala ytan på del får inte överstiga den normala separation kraften av systemet.
Lokala yta:
Den maximala längden på mitten av varje lokal yta att gränsen bör vara lägre än maximalt avstånd som en flytande partikel kunde gå från gränsen till centrum på en given avtrycken fart och harts viskositet. I huvudsak, om lokala yta av fjäderben är för stor, sedan harts kommer inte att kunna nå centrum.
Förändringstakten i lokala yta:
Graden av förändring av ställning som lokal yta skall vara sådan att inga pixlar är utsatt i X i rad lager.
Styrkan i det härdade materialet:
Med en viss hastighet blir de normala krafterna större än styrkan i det härdade material orsakar den tryckta delen att dra sig isär.
Framtida arbete
Så hur kan du göra ett snabbare system?
- Göra det styvare: z-axeln, harts facket, optiska fönstret och harts
- Gör det hämning lagret tjockare
- Se harts cure snabbare och lägre viskositet
Göra den hårdare:
Ju styvare systemet, den snabbare du kan dra och ju snabbare du kommer ut. Varje komponent i systemet måste vara tillräckligt styvt för att stå emot sug krafter; Detta inkluderar härdad harts, optiska fönstret och z-axeln. Men var försiktig, om du gör kådan för stel och starka, då det blir svårt att ta bort från bygga huvudet och ta bort alla stöder.
Göra det tjockare hämning lagret:
På 5 mikrometer hämning lagret bara inte så tjock. Om du kunde få det hämning lagret upp till 500-1000microns tjock, sedan de sug styrkorna skulle vara försumbar, den heliga Graalen, men mer utmanande än det verkar.
Se harts cure snabbare och lägre viskositet:
En lägre viskositet harts som botar i millisekunder skulle öka utskriftshastigheten men skulle inte övervinna de begränsningar som anges ovan.
Vad betyder dessa begränsningar i praktiken?
Till att börja med, kan inte du skriva ut DLP SLA standarddelar som dental restaureringar, hörapparater eller ringar. Även thin walled delar som öronkåpor och dental hättor har för mycket yta per lager att arbeta (åtminstone på glödande kol). Vi har funnit att alla delar ut med denna teknik måste vara tunn struttade galler.
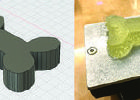
Spark teamet har utvecklat ett verktyg så att du kan skapa galler strukturerar från solidmodeller. Till exempel om vi tar den allestädes närvarande Stanford kaninen vi kan skapa en galler representation och sedan använda Print Studio för att skiva den för glödande kol, men det är svårt att kontrollera slutprodukten med hjälp av denna teknik. Till exempel, om du ladda ner kaninen modeller ser du att vissa delar av väven i öronen inte är anslutna till huvuddelen. För att framgångsrikt design för höghastighetståg DLP, behöver du design mjukvara som förstår processen, hårdvara och material.

På Autodesk är vi
forska, bygga och testa lösningar som kommer att förändra framtiden för att göra. I framtiden, kan du inte sitta ner på en arbetsstation och skissa, pressa och utgör en del. Du kan använda en generativ designverktyg som Dreamcatcher, där du in en uppsättning på hög nivå mål inklusive hur du vill att tillverka produkten och datorn itererar igenom tusentals mönster alternativ tills den hittar en som uppfyller alla dina mål. Produktionen skulle vara en funktionell del som är optimerad för snabba DLP.
Nyckeln till att låsa upp höghastighetståg DLP som en tillverkningsprocess är inte bara ny maskinvara eller material men i själva verket vilar på att utveckla nya design mjukvara som kan dra full nytta av funktionerna den erbjuder. Det är därför vi bygger ett anslutna ekosystem av maskinvara, programvara och material så att vi kan leverera produktion redo additiv tillverkning arbetsflöden.

Hur till hacka den glödande kol Sous Vide registeransvarige in en Crockpot
Hur passar en swiper mekanism för att glödande kol

Upplåsning glödande kol för mer makt (eller hur man kontrollerar LED och Wintech projektorn via USB)

Hur korrekt projektor likformigheten av glödande kol skrivaren
Skriva ut ett ben på glödande kol skrivaren

Grafen drömmar - en glödande kol, inom projektet

Glödande kol bygga huvud monter

Glödande kol (interaktiva virtuella lägereld)

Att sätta glödande kol i visningsläget

Med bearbetning med glödande kol

Geometriska fraktaler i mixer, tryckt med glödande kol

Rensa ytfinish för glödande kol utskrifter

Meshmixer: Exportera för glödande kol
Varför skriva ut block på glödande kol är svårt

Layer höjd, hastighet och kvalitet på glödande kol 3D skrivaren

3D-utskrifter gängade funktioner med Autodesk glödande kol och uppfinnaren

Skriva ut med gjutning harts DC550 på den glödande kol

Hur man använder aktivt kol externt
