Hur du konfigurerar glödande kol för hög hastighet 3D utskrift (1 / 3 steg)
Steg 1: Vetenskapen av glödande kol



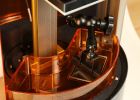
Glödande kol är en DLPStereolithography 3D skrivare. Det använder en digital projektor att avslöja, bota och härda ljuskänsliga flytande plast (vi kallar det kåda) i en fast del.
Detta är hur processen fungerar:
- 3D-modellen är skuret i tvärsnittsdelstudien lager. Varje lager sparas som en bild och överförs till skrivaren
- Projektorn exponerar kådan och det stelnar i form av bilden. Det första lagret pinnar till bygga huvud och sedan efterföljande lager minnet på lagret ovan.
- Bygga huvud lyfter upp och sedan nästa lager skrivs ut, upprepas denna process tills delen är klar

Du kanske har märkt i GIF ovan, som efter varje exponering harts facket roteras fram och tillbaka 60 grader, låt oss titta på detta mer i detalj.
Som du exponera och skapa varje lager fungerar härdad harts som lim, bindande bygga huvudet till optiska fönster i kådan facket. Den hartser som används i glödande kol är akrylater och metakrylater Fotopolymerer tryck som bota genom en fri radikal photopolymerization . För att förhindra tryckt lager bindningen till optiska fönstret coat vi fönstret med ett tunt lager av Polydimetylsiloxan (PDMS), som är en syre rika silicon gummi. Fri radikal polymerisation är hämmade av närvaro av syre syre i PDMS, förhindrar ett mycket tunt lager av harts, omkring 5 mikrometer tjock, härdning vid ytan av PDMS. Detta innebär att det tryckta lagret inte följs optiska fönstret.
Med tunna, ohärdat lager av harts, skulle det finnas enorma sug krafter som utövas på tryckta lagret om du skulle lyfta upp bygga huvudet direkt. Dessa sug krafter är omvänt proportionell mot tjockleken på ohärdade harts, med andra ord, desto tjockare ohärdat lager av harts nedre avskiljandet kraft. Sugning krafterna är också proportionell mot ytan av del, desto större del, desto större krafter.
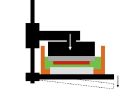
För att dra nytta av detta i Ember använder vi en skjuvning separation mekanism. Harts facket roterar 60 grader tills bygga huvudet är inte längre ovanför det optiska fönstret med ohärdade harts lager egenskap smörjning och minimera den shear kraften. Efter rotationen är bygga huvudet direkt ovanför en kanal som är djupare än det optiska fönstret. Vid denna punkt, det finns över 1000 mikrometer av harts mellan tryckta lagret och botten av harts facket, innebär detta sug kraften minskas med en faktor 200 och därmed blir försumbar och du kan lyfta upp det bygga huvudet med en minimal sug kraft som verkar på den tryckta delen. Facket roterar tillbaka 60 grader och sedan nästa lager skrivs ut.
Vi kallar denna process Minimal kraft mekanik, och det gör Ember pålitligt, producera delar med otrolig detaljrikedom, som påfågel fjäder ovan. Men det tar runt 2-3 per lager och därmed representerar omkring 50% av Skriv ut tid och begränsar utskriftshastigheten på 25-micron lager till 18 mm/timme.
Om du vill veta mer om Ember mekanik, kan du hämta den mekaniska CAD och utforska den, glödande kol CAD är delad under en Creative Commons Attribution-ShareAlike license.
Jag kommer nu att visa dig att du genom att optimera programvara och material kan eliminera detta avskiljande steg och skriva på 440mm/timme.

Hur till hacka den glödande kol Sous Vide registeransvarige in en Crockpot
Hur passar en swiper mekanism för att glödande kol

Upplåsning glödande kol för mer makt (eller hur man kontrollerar LED och Wintech projektorn via USB)

Hur korrekt projektor likformigheten av glödande kol skrivaren
Skriva ut ett ben på glödande kol skrivaren

Grafen drömmar - en glödande kol, inom projektet

Glödande kol bygga huvud monter

Glödande kol (interaktiva virtuella lägereld)

Att sätta glödande kol i visningsläget

Med bearbetning med glödande kol

Geometriska fraktaler i mixer, tryckt med glödande kol

Rensa ytfinish för glödande kol utskrifter

Meshmixer: Exportera för glödande kol
Varför skriva ut block på glödande kol är svårt

Layer höjd, hastighet och kvalitet på glödande kol 3D skrivaren

3D-utskrifter gängade funktioner med Autodesk glödande kol och uppfinnaren

Skriva ut med gjutning harts DC550 på den glödande kol

Hur man använder aktivt kol externt
