LEGO 3d Printer (8 / 13 steg)
Steg 8: elektronik



Se reprap.org, bygga en Prusa i3 3D-skrivare och/eller botbuilder Prusa I3 bygga guide för att ansluta all elektronik.
Microstepping
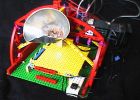
Nema steppers har 200 steg per revolutionen. Antalet steg per revolutionen kan ökas genom microstepping. Detta måste ställas in för varje stepper och kan göras genom att placera byglarna på ramper styrelsen (3 blå tröjor på den första bilden). Placera microstepping byglarna innan du placerar stepsticks ombord ramper. Om du har A4988 sedan ge 3 byglarna en microstepping 16. Drv8825 kan ge en microstepping upp till 32.
Stegstorlek på A4988
J1 j2 j3
ingen ingen ingen fullstep
Ja Nej ingen halfstep
Nej Ja ingen 1/4step
Ja Ja ingen 1/8step
Ja ja ja 1/16step
Stegstorlek på Drv8825
J1 j2 j3
ingen ingen ingen fullständig steg
Ja Nej ingen halv steg
Nej Ja ingen 1/4 steg
Ja Ja inget 1/4 steg
Nej Nej Ja 1/16 steg
Ja Nej Ja 1/32 steg
Nej Ja Ja 1/32step
Ja ja ja 1/32step
Endstops
Upp till 6 endstops kan användas. Det minsta antalet endstops är 3, en för varje axel. Användning X1, Y1 och Z1 kontakter om du har 3 endstops. Varje ändläge har 3 trådar, ansluta dem (från toppen till botten) enligt följande:
-signal
-marken
-vcc
NEMA steppers
Steppers har 4 trådar. Anslut trådarna till ramper styrelsen. Anslutning stiften är numrerade 1A, 1B, 2A, 2B (från vänster till höger). Ta en titt på databladet för stepper. Detta ger följande kablar:
-Svart 1A
-Gröna 1B
-Blå 2A
-Röda 2B
När du har anslutit alla elektronik är det dags för att testa steppers, endstops, säng och extruder.
Innan du överför Marlin programvaran till skrivaren, måste configuration.h ändras. Efter uppladdning bör det vara möjligt att skriva ut. Min först skriva ut hade vissa problem med mängden glödtråden men allt fungerade. Det största problemet var skillnaden i glödtråden inställningar och extruder munstycke. Detta orsakades av Pronterface inställningar. Förväntade glödtråden var 3 mm2 och den faktiska storleken är 1,75 mm2. Detta resulterade i utfodring alltför få glödtråden. Nästa fel var munstycke standardstorleken är 0,5 mm med en Lagerhöjd på av 0,4 mm. Faktiska munstycket är 0,3 mm.
Version och huvud
#define STRING_VERSION "1.0.2"
#define STRING_URL "reprap.org"
#define STRING_VERSION_CONFIG_H __DATE__ "20150530" __TIME__ / / bygga datum och tid
#define STRING_CONFIG_H_AUTHOR "(Gosse, LegoPrinter)" / / som utförde ändringarna.
#define STRING_SPLASH "v" STRING_VERSION "-" STRING_URL / / visas under stöveln
Ramper
Den här skrivaren använder en Rams 1.4 styrelsen med en enda extruder.
#define moderkort BOARD_RAMPS_13_EFB
#define EXTRUDERS 1
Termistorer och temperatur
De 2 termistorer för värme sängen och extrudern är 100 k NTC ger typ 1 termistorer:
0 används inte
1 är 100 k termistor - bästa valet för EPCOS 100k (4.7 k pullup)
2 är 200 k termistor - ATC Semitec 204GT-2 (4.7 k pullup)
3 är Mendel-delar termistor (4.7 k pullup)
#define TEMP_SENSOR_0 1
#define TEMP_SENSOR_1 0
#define TEMP_SENSOR_2 0
#define TEMP_SENSOR_BED 1
Inställningar för högsta temperatur. Dessa värden beror på värme sängen och extruder. Den högsta temperaturen för Geeetech MK8 är 280 grader celcius.
#define HEATER_0_MAXTEMP 275
#define HEATER_1_MAXTEMP 275
#define HEATER_2_MAXTEMP 275
#define BED_MAXTEMP 150
Gränsbrytare och storlek
Platsen för slutet stannar. 1 är i högsta läget -1 är på den lägsta positionen. Homing med följande inställningar resulterar i: en Y-axeln (värme säng) på framsidan, X-axeln till vänster och Z-axeln på den lägsta positionen. Ställningstagandet extrudern är hem för min skrivare:
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
Max tryckyta (beror av bygger):
#define X_MAX_POS 195
#define X_MIN_POS 0
#define Y_MAX_POS 215
#define Y_MIN_POS 0
#define Z_MAX_POS 200
#define Z_MIN_POS 0
Steg, hastighet och acceleration:
Homing matningshastighet är i mm/min istället för mm/sek.
#define NUM_AXIS 4 / / axel ordning i alla axis relaterade matriser är X, Y, Z, E
#define HOMING_FEEDRATE {20 * 60, 20 * 60, 1 * 60, 0} / / Ställ in den målsökande hastigheten (mm/min)
NEMA 17 stepper: 360 / 1,8 grader = 200 steg per rotation
drv8825 microstepping = 32 (max)
a4988 microstepping = 16 (nax)
X- och Y-axeln steg per enhet:
steps_per_mm = (motor_steps_per_rev * driver_microstep) / (belt_pitch * pulley_number_of_teeth)
= (200 steg * 32) / (2 mm * 20) = 160 steg/mm
Z-axeln steg per enhet:
5 mm gängad stång pitch = 0,8 (grov) eller 0,5 (fine)
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitch
= (200 * 32) / 0,8 = 8000
Extruder steg per enhet:
steps_per_mm = (motor_steps_per_rev * driver_microstep) / (hob_effective_diameter * pi)
= (200 * 32) / (7 * 3.1415926) = 291.02618
#define DEFAULT_AXIS_STEPS_PER_UNIT {160, 160, 8000, 291.0261}
#define DEFAULT_MAX_FEEDRATE {1500, 1500, 2,5, 32} / / (mm/sek)
#define DEFAULT_MAX_ACCELERATION {1500,1500,100,10000}
#define DEFAULT_ACCELERATION 1500 / / X, Y, Z och E max acceleration i mm/s ^ 2 för utskrift flyttar
#define DEFAULT_RETRACT_ACCELERATION 1500 / / X, Y, Z och E max acceleration i mm/s ^ 2 för dras in
Värm konstanter (behöver kalibreras, fan är alltid på 100%)
#define PLA_PREHEAT_HOTEND_TEMP 180
#define PLA_PREHEAT_HPB_TEMP 70
#define PLA_PREHEAT_FAN_SPEED 255 / / Insert värde mellan 0 och 255
#define ABS_PREHEAT_HOTEND_TEMP 240 #define ABS_PREHEAT_HPB_TEMP 100
#define ABS_PREHEAT_FAN_SPEED 255 / / Insert värde mellan 0 och 255

Arduino / Wii kontrollerade Lego Star Wars raket torn

Awesome lego figur hylla

Justerbar Lego Lamp (Counterweighted)

LEGO Harry Potter & gröna Ninjago ungdom kostymer

Toy Print maträtt handdukar

Chimera: $60 DLP High-Res 3D Printer
3D-skrivare choklad från LEGO

Stora LEGO MineCraft Creeper Bot

R/C LEGO® bil Redux

Twitter övervakning leksak byggt med LEGO & Arduino

LEGO tåg & Blynk

R/C LEGO® "The Bull" Buggy

LEGO 3D skrivare 3.0

LEGO huvud Safe

Arduino & Lego Solar Tracker (dubbla axeln)

EV3Dprinter: LEGO MINDSTORMS 3D-skrivare

LEGO Iphone / Ipod laddare Dock

Vulcanus V1 Reprap 3D-Printer 300€
