Turners kub (manuell maskin) (9 / 10 steg)
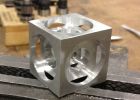
Steg 9: 4 kapslade kuber





Vi börjar med beräkningar. Kuben började på 1.900 fräsning, och jag ville ha 4 kuber. Jag bestämde mig att hålla det enkelt och göra skillnaden mellan varje kub 0,500 (i motsats till 1.900/4 = 0.475 skillnad). Så kuber är 1.900, 1.500, 0.900 och 0.400.
För bore storlekar, jag drog 4 kuber på Google Skissera, drog ett X för att hitta centrum och sedan använt måttbandet för att hitta hörn till hörn avståndet i varje. Jag sedan bara ritade cirklar (se till att hålla av hålens centrumlinje diametrar mindre då det hörn till hörn avstånd.) tills jag tyckte de såg bra. I efterhand, jag skulle ha gjort bore diametrarna närmare mot avstånd som hörn till hörn, jag tror det skulle se renare. Kanske ska jag göra en annan. Eftersom skillnaden mellan kuber är 0,500, bore djupet är hälften av det (så 0,250).
Kuberna är 1.900, 1.400, 0.900 och 0.400. Hålens centrumlinje är 1.700 x 0,250, 1.100 x 0,500, 0,500 x 0,750 hålet genom är en 13/64. borr.
-Nu kan vi börja! Placera kuben i 4 käken och slå det i.
Obs: På ena sidan, jag drog åt vice för mycket, och det finns nu strecksatserna längs sidan av kuben. Det var den 5: e sidan gjorde jag, tror jag. 5 eller 6. Så var försiktig när åtdragning, hålla den stram för säker bearbetning, men dra inte åt så mycket att du krossa aluminium.
-Center drill, drill 13/64 's 1 i djupa, borra 7/16's så tipset är 0,750 djup, borra 1 1/16th så tipset är 0,500 djup, och borra 1 5/8ths så att diametern bara visas. (Jag säger detta nu, jag aldrig riktigt fungerade exakt hur långt till grov med en borr. Om du sätter spets på bore djupet, kommer du aldrig skruva upp (eftersom spetsvinkeln borr kommer att gå i det mindre hålet, så att diametern du gör inte till djup.). Du kan ha mer tråkigt att göra, men det är bra. Experimentera och ta reda på vad som fungerar.)
-Få uppborrningsverktyget uppsättning upp, sätta den till centrum höjd och röra på kuben (Använd papper!)
-Ställ in ratten indikatorn på sätt och flytta till din första bore djup. Lämna inte extra utrymme för prisunderskridande, allt vi gör är tråkigt. Det spelar ingen roll om du gör största till minsta eller minsta till största, eftersom vi inte prisunderskridande, och kuber ska alltid fästas. Jag gjorde största till minsta, eftersom efter grov med borrarna, det såg konstigt. (Igen, när grov, gör alltid det borra hål mindre/kortare om du har tvivel. Det är bättre att ha tråka ut mer, då att ha en för stor, grov hål.) Så om du gör 0.750 hålet först, sedan flytta i 0.753 (kom ihåg pappersbredden!) och ställa in 0 där.
-Börja grovbearbetning ut bore djup, att komma till 90 på indikatorn dial (spara den sista djup skuren för sista!). Sedan grov ut diametern på hålet. Som innan, på din slutliga diameter passera, gå till 0 på indikatorn dial (fullt djup) och göra din inför snitt, så att du har en fin mjuk övergång mellan diameter och ansiktet.
-Upprepa för de andra 2 borrhål.
-Fas om man så vill, jag inte för den här eftersom jag ska kasta den i en stål skott torktumlare att försöka polera det, och som kommer att bryta hörnen. Också, jag visste att det skulle vara onda hårt för att lämna kanterna på de inre kuberna, eftersom de fortfarande är anslutna, och jag tänkte att det skulle se roligt om de yttre kuberna och hålens centrumlinje var chamfered, och inre kuber inte var. Så jag lämnade hörnen skarp nu, kommer tumlaren slät dem bort lite (och förhoppningsvis släta dem lika).
-Upprepa på de andra 5 sidor (kom ihåg att göra mittemot sidor, Tänk på en tärning! Gör 1 sedan 6, 2 sedan 5, 3 och 4)
Och du har nu 4 kapslade kuber! Jag tror det kapslade ser bättre ut i bilder, och är trevligare att titta på, men fritt flytande kuber är svalare och mer sinne blåser/bättre att spela med.
Jag tog inte många bilder, det finns inte mycket att se. Bara Tänk alla bilder från föregående steg, men tänk på 4 kuber, inte 3, och glömma underskär. Jag önskar att jag tog en bild när allt grovbearbetning borren bitar hade gått igenom, så du kan se hur det såg ut, men Nåja.
Turners kub - en nybörjare CNC fräsning Project

3D skrivare kub (aka Turners kub)

Flytande Turners kub

Turners Cube - utforma i AutoDesk Inventor Pro 2012

I-Sink Espresso Knock Box

XYZen Garden

CNC mill projekt. Jag gjorde det på TechShop-Detroit

Steveastrouks arbetsyta

Marble Machine 1.2

Marble Machine 4.0

Kaffebryggare Automation

VeluxHelp

Manuell plockning och plats maskin för SMD komponenter

Kub av nyfikenhet (med manuell tilt sensor)
Chuck TV skär kub DIY arbetsmodell

CNC maskin kontroll uppgradering på en Budget
EL Wire kub skulptur

CNC labyrint kub
