Turners kub (manuell maskin) (3 / 10 steg)
Steg 3: Att göra hårdmetallskär









För att göra verktyg, finns det några termer som vi behöver veta först. Jag ska gå över dem snabb här, du kan hitta mer information genom att googla om svarv verktyg. Här är en trevlig liten video: http://www.youtube.com/watch?v=Mn9jpqI8rao
Sidan rake: på toppen av verktyget, vinkeln att markerna glida ner efter att de har gått över i framkant. Du vill ha det mindre, eftersom om det är för stor vinkel, framkant blir alltför kraftig och kommer att bryta. 8-12 grader är bra för detta.
Tillbaka rake: liknar sidan rake, förutom den slocknar tillbaka mot kroppen av verktyget, i stället för åt sidan. Igen, 8-12 grader är bra.
Slutvinkel lättnad: detta är vinkeln under skärande spetsen, och det är det så att framsidan av verktyget inte gnugga längs din snittytan. 10-15 grader är bra
Sida lättnad vinkel: är den vinkel som befinner sig på skärande spets, som ser till sidan av verktyget inte gnugga som verktyget matas in i materialet. 10-15 grader är bra.
Slutvinkel framkant: slutet vinkeln som gör peka av dina verktyg.
Sida framkant vinkel: den vinkel som gör peka av dina verktyg
Nosradie: nosradien avgör hur fin en finish är kvar. Det är en blandning mellan sidan lindring och slutet lindring.
Nu, ta en titt på bildnummer 1. Det visar 90 grad chamfering, och tråkigt. Uppborrningsverktyget är inte snyggast, jag vet, men det fungerar. Du kan se på ritningarna som paint hur det skulle se ut om det var perfekt (eller så perfekt som färg ritningar kan få...)
Vid slipning av HSS bitar, grova grind alla vinklar först, sedan avsluta dem på en efterbehandling. Du inte vill att någon metall missfärgning, och teoretiskt bör du inte om du använder slipskiva korrekt, men bara i fall, grov slipa allt, och sedan Slutför slipa de sista små bitarna bort missfärgning (om det finns någon) på slutet. Det är också bra att använda ett avslutande hjul, och kanske även en hening sten i slutet.
Först ska vi gå igenom den chamfering verktyget. Det är ganska enkelt. Ta din HSS, och placera den på en 45 graders. Luta baksidan ner, så tipset lyfts. Detta kommer att skapa din sida lättnad, slutet lättnad och sida framkant vinkel, alla på en gång. Titta på bild 2, kan du se hur HSS bör lutas. Mala 2 45 grader (svarta linjer på den röda HSS) att få din 90 grader. Och verktyget är klar! Den har ingen tillbaka rake, eller sidan rake, eller någon nosradien. Hålla spets skarp!
För det andra ska vi göra uppborrningsverktyget. Detta verktyg behöver slutet lättnad, sidan lättnad, framkant vinklat, sida framkant vinkel, tillbaka rake, sidan rake och en nosradie! Men oroa dig inte, vi kommer att få det gjort. För detta, det skulle vara trevligt att ställa din slipstödet på kvarnen till ca 10 grader, gör det gör nosradien mycket enklare. Färg ritning kan inte se ut exakt som verktyget i verkliga livet, det beror på mitt verktyg är lite funky söker. Följ bara bilderna, förstå begreppen och du ska vara bra. Ärligt talat, eftersom detta inte bör vara ditt första svarv projekt, du bör veta om verktyg redan, så vad jag säger bör du saker du redan vet.
Något sätt, går om vi. Kolla bild #3. Här vi slipning lättnad slutvinkel och framkant slutvinkel. Vänta verktyget till din rätt och vila det på slipstödet.
Bild #4 visar hur man skär sida framkant vinkel och lättnad sidovinkel. Placera verktyget på slipstödet att skära den sida befrielsen och luta den till vänster, för att klippa sida framkant vinkel.
Nu, för att minska nosradien, helt enkelt göra ett snabbt svep från vinkeln i bild 3 bild 4 (ovanifrån) att runda av spets. Det är där det är fint när slipstödet är inställd på en vinkel, eftersom du kan vila verktyget det (som skulle ha thunk det?!) och få en smidig radie. Det är svårt att göra en smidig nosradie när du håller verktyget i luften, och försöker hålla den stadigt.
Sist men inte minst, rake ryggen och sidan vinklar. Se bild #4 igen. Den position som du håller verktyget i är mycket likt, men du rotera verktyget 90 grader, tippa den mot hjulet, så att du arbetar med höger sida mot dig, och upp mot hjulet, i motsats till den vänstra sidan mot hjulet, och upp mot dig.
Slutligen, se bild #5 att se framsidan, sidan och bästa utsikt över den färdiga verktyget. Svarta kurvorna skulle vara bra att slipa bort, eftersom vi arbetar på att minska en cirkel, och vi vill inte gnugga botten. Det kommer att krympa verktyget lite, och göra det svagare, men vi är skärande aluminium, så det ska vara bra. Om du gör en kub av stål, då bara inte gå nötter och göra super tunga nedskärningar. Upp till 0,015 (0.030 på diametern) ska nedskärningar vara bra.
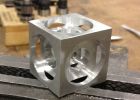
I bild #6, kan vi se verktyget i verkliga livet, med alla dess kvarnen märken och dings på den.
Det senaste verktyg som vi behöver är verktyget prisunderskridandet. Det ser ut som bild #7. Det är i grunden en avskeds av verktyget, på slutet av en pinne. Så det första steget, ta 1/2 HSS och mal en tunna i mitten, så det finns en stor fet avsnitt på ena sidan och en liten fat avsnitt på den andra. Låt oss få några specifikationer på detta, så vi vet hur stor för att göra det. Från toppen av verktyget till big fat lite måste det vara minst lika lång som din djupaste hålet (6). Mitt verktyg är riktigt lång, det är lite överdriven. Det belopp som verktyget sticker ut bör vara minst lika stor som halva diametern på din största underskred (5) (till exempel den djupaste underskred på denna kub är 0,300, så verktyget måste sticka ut minst 0.150. Min är om 0,250, så gott om utrymme.) Och hela slutet måste vara liten nog att passa inuti din minsta hålet (detta inte bör vara ett problem om du inte gör en riktigt liten bar.) Kolla bild #9
I stället för upprepande allt jag skrev för uppborrningsverktyget, ska jag bara berätta vad att mala, och förhoppningsvis du lärde mig hur när du gjort uppborrningsverktyget.
1) börja med slipning framkanten av verktyget, mal slutet lättnad och slutvinkel framkant. (2)
2) nästa, slipa tillbaka raken (4)
3) grind lättnad slutvinkel (3)
4) mala lättnad vinkeln mittemot den första en (nära 5 i ovanifrån, 2 på höger sida) mellan detta och det första steget, få din verktyg bredd (1)
5) grind radien på botten (7)
6) mala en liten liten nosradie på spetsen. Du vill bara en liten en, eftersom hur stort detta är påverkar hur djupt du behöver att underskrida. Om det är en perfekt skarpa hörn, måste du att underskrida bara några tusendelar av en tum större då din hörn till hörn avstånd, men om du har en radie som är säga, 0,050, då du behöver skära mer sedan 0,050 när du prisunderskridande, vilket innebär att underskred måste vara 0,100 större diameter. Om du kolla våra beräkningar, är underskär om 0,070-0.090 större sedan sträckan hörn till hörn, så vi har råd med en 0.030 radie (~1/32 på en tum). Men även stilla, mindre är bättre. Prova för en 1/64 radie.
Och voila! Detta var ett stort långa steg, men nu har du din tre verktyg. Vi kan fortsätta med kuben!
Turners kub - en nybörjare CNC fräsning Project

3D skrivare kub (aka Turners kub)

Flytande Turners kub

Turners Cube - utforma i AutoDesk Inventor Pro 2012

I-Sink Espresso Knock Box

XYZen Garden

CNC mill projekt. Jag gjorde det på TechShop-Detroit

Steveastrouks arbetsyta

Marble Machine 1.2

Marble Machine 4.0

Kaffebryggare Automation

VeluxHelp

Manuell plockning och plats maskin för SMD komponenter

Kub av nyfikenhet (med manuell tilt sensor)
Chuck TV skär kub DIY arbetsmodell

CNC maskin kontroll uppgradering på en Budget
EL Wire kub skulptur

CNC labyrint kub
