Turners kub (manuell maskin) (7 / 10 steg)
Steg 7: Prisunderskridande + Chamfering




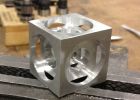
1) sätta din underskred verktyg i uppsättningen det till centrum höjd, rör den på kuben med papper, precis som vi sista steg med uppborrningsverktyget. (Bild # 1)
2) flytta det åt sidan, Ställ in ratten indikatorn igen, men denna tid flytta till fullt djup (0,625 + 0,003 för papper) eller ställa indikatorn till 0.
3) nu behöver vi röra på kanten av vår bar och arga bild hand hjulet mikrometer kragen att 0 (eftersom vi vet att hålens centrumlinje vara 0.200 och 0.350 större). Flytta verktyget till djup (vi klipp endast till 0.615, så ringa indikatorn bör vara 90) och flytta verktyget röra kanten av hålet. Jag bara vända på chuck för hand och föra den närmare och närmare tills verktyget bara skrapar kanten. Vi kommer att att skära här, så oroa dig inte förstör finishen eller något. Du kan prova och använda papperet igen, men det är en besvärlig plats att komma till, och gör det mer komplicerat då det måste vara. När du rör, som kragen till 0.
4) nu kan vi vända på svarven (du kan ta verktyget fram, vi vet där den måste gå) Flytta verktyget till det rätta djupet, och slå på strömmen foder, så det börjar inför på baksidan att lämna en trevlig finish. Titta på kragen, så att du vet att när den passerar 0 du på kanten. Stäng av kraft fodret och fortsätta för hand. Gör din underskred nu, genom att öka diametern 0.200. När du kommer till 0.200, dra transport 0.010 tillbaka mot dig och föra verktyget ut. Detta är så du inte skrota tillbaka längs fint färdiga ansiktet du just gjort. Dra verktyget ut, och din första underskred är klar! (Bild #2)
5) gör samma sak för nästa storlek. Touch på kuben, flytta i 0.316 (0.313 + 0,003 för papper), ställa in 0 på indikatorn dial, touch på kanten av hålet (1.500 bore), ställa in 0 på korset bild krage, slå på svarven, skära djup, power feed ansikte klippa till 0, hand feed underskred så diametern blir 0.350 större , retirera transport 0.010, och ta fram dina verktyg.
6) chamfering tiden, ge fina kanter på ditt borrhål. Du kan göra dessa faser som stor eller liten som du. Mina är ca 3/64. För den yttersta kuben, kan du göra det på kvarnen när du gör kuben eller bara göra det med en fil. För inre kuberna, följa med här.
7) använda försänkare för att sätta en avfasning på 9/32 hål först.
8) med verktyget 90 fas vi gjort, sätta den till centrum höjd och fas de andra två hålen.
9) voila! Sidan 1 av kuben är klar! Det var inte så illa, var det? Allt du behöver göra nu är att upprepa samma åtgärder på de andra 5 sidorna. Jag tycker att det är bäst att göra motstående sidor (Tänk dig en tärning, göra sidan 6 och 1, 2 och 5, 3 och 4). Jag tror att det håller mest material i rätt ställen och det är lätt nog att ringa in varje gång.
Anteckningar:
-När du får några sidor gjort, måste du balansera shims så att de täcker hålen, men lämna tillräckligt med utrymme för att ringa in
-Alltid arbeta för minsta kuben först, sedan mitten kuben. Arbetar inifrån och ut.
För den sista sidan:
10) du har 5 sidor gjort, kuben ser utmärkt, du har avslutat borrhål på sidan #6, nu är du redo för prisunderskridande. Sluta! Här byter vi upp lite saker. Så snart du underskred, kommer att kuben falla sönder. Så behöver vi fas första. Chamfering största hålet är samma som alltid, men chamfering mitten bar och countersinking 9/32 hål måste göras lite annorlunda. Du kommer att ställas inför dessa två ytor av (ta bort 0.010), så se avfasningar lite större då de andra, så att ytorna är ställda, de blir rätt storlek.
11) nu fortsätter som vanligt, klipp till din djup med verktyget underskred börjar power utfodring i ansiktet, när du når kanten av hålet (0 på kragen) tur maskin OFF, lämna POWER FEED ON. Jag lärde mig detta den hårda vägen. När du försöker slå underskred, så fort du når den slutliga diametern, kommer att kuben falla av. Nu, när din maskin spinning på 600 varv, börjar den lilla kuben studsar runt insidan och smällde till dina verktyg och mejsling fan av sig själv, förstör alla de fin finish som du har lagt på den. Min idé att lösa detta var släppa RPM till så långsamt som det kan gå, och gör dig redo att stampa på bromsen så snart som kuben föll bort. Min lärare idé var mycket bättre, så vi kommer att använda det här.
Nu ska du röra kanten, redo att underskrida 0.200. Bara att börja snurra chuck för hand. Sedan du lämnade kraft foder på, arga bilden kommer att fortsätta flytta, och du kan göra din cut denna väg. Nu, så snart du höra/se kuben ramla av, kan du sluta snurra. Inga förstörda finish!
Obs: Ibland kuben inte kommer att falla direkt, även när du kommer till det 0.200 underskred (eller 0.350). Detta bör vara fastställbara, det bara smärre fel ackumulerade, och det finns kanske några tusendelar kvar på några av hörnen, holdingen kuben på. Bara använda något mjukt att smacka att cube ut. Jag använde en bit trä och slog den med en hammare några gånger. (min mellersta kub fastnade på en av mina prototyper). När du er klappanden underskär på sidan #5, kommer du att kunna se om de kommer att vara tillräckligt stor för att bryta hörnen. Du bör kunna se hörn fritt flytande, redo att falla sönder när sidan #6 skärs. Om hörnen bifogas fortfarande, sedan bud du upp någonstans. Kontrollera igen dina beräkningar.
12) gör samma sak för den nästa underskred, använda "hand feed". Power OFF, power feed ON. Snurra det chuck! Det är verkligen inte så illa, du kanske tror att det blir hemskt spinning chuck för hand, det är verkligen inte, men om du vill du kan bara använda power flöde för att få nära, sedan spinna för hand för den sista lilla biten. Eller prova min stampa på bromsen idén.
Nu har du din alldeles egna vackra Turners kub! Inte en byggd av en robot (CNC), men en inbyggd med ditt eget kött och blod och handkraft (förhoppningsvis inte för mycket kött och blod!)
Turners kub - en nybörjare CNC fräsning Project

3D skrivare kub (aka Turners kub)

Flytande Turners kub

Turners Cube - utforma i AutoDesk Inventor Pro 2012

I-Sink Espresso Knock Box

XYZen Garden

CNC mill projekt. Jag gjorde det på TechShop-Detroit

Steveastrouks arbetsyta

Marble Machine 1.2

Marble Machine 4.0

Kaffebryggare Automation

VeluxHelp

Manuell plockning och plats maskin för SMD komponenter

Kub av nyfikenhet (med manuell tilt sensor)
Chuck TV skär kub DIY arbetsmodell

CNC maskin kontroll uppgradering på en Budget
EL Wire kub skulptur

CNC labyrint kub
