CNC bubbla Iris: En datorstyrd jätte bubbla maskin (16 / 19 steg)
Steg 16: Att göra ett rostfritt stål samling tråg



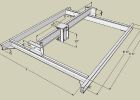
Tvål lösning flöden ner kablarna under drift, och måste samlas in för att förhindra en röra, samt för att göra effektiv användning av vätska genom återvinning. Jag gjorde ett rostfritt stål samling tråg som omger hela nedre hälften av iris. Den fäster på Iris med nylon stand-offs, som elektriskt isolerar aluminium ring i rostfritt stål. (Detta är nödvändigt för att förhindra galvanisk korrosion av dessa olika metaller).
Jag skär 16 gauge 304 rostfritt stål ute på vattenstrålen. Totalt fanns det fyra stycken: de främre och bakre "C" formerna och de två rektangulära remsorna som förenar dem.
En jigg att hålla delar samtidigt tack-svetsning tillsammans: Att TIG-svetsa rostfritt tillsammans med minimal distorsion, jag höll fram- och baksida "C" formerna på rätt avstånd från varandra med distanser från aluminiumrör, och spänns dem till dessa distanser med genom-bultar. bult hål för montering i tråg på iris hade skurits ned samtidigt som totalt del konturer.
Slip-rulle bitarna som ligger längst ned i tråget så att de passar ungefärligt krökning av utsidan av "C" möta bitar. Jag böjde före de rektangulära bitar som bildar den yttre kanten/botten av tråg med en slip-roller. Först, jag tillämpas maskeringstejp på alla sidor av det rostfria att förhindra att det är jämn yta blir repig. Då gått jag igenom rullarna tills det är krökning noggrant matchade krökning av "C" bitar. Slutliga justeringen av krökning utfördes för hand, böjd över kanten av ett bord.
TIG-svetsning: Jag använde en ström av 50 ampere med en 1/16" tungsten slipas till en fin punkt, och gjorde tack svetsar varje tum eller så tills hela församlingen passar väl ihop. Sedan jag parkeringsgarage-svetsad suppleant 1-tums längder av skarv, så att värmen inte skulle koncentrera sig på något område för mycket. Rostfritt stål expanderar mycket när uppvärmd, och bedriver även värme mycket dåligt. Som ett resultat, är det vanligt att rostfria delar till varp mycket under svetsning. Jag ville att detta att passa mycket bra och så syftar till att minimera snedvridning av följande steg:
svetsa fast:
- Använd inte för låg en ström, som counterintuitively leder till mer värme och skevhet, eftersom det tar längre tid att bilda pöl och värmen sprider sig ut hela tiden.
- hålla volfram mycket nära arbetsstycket. Merparten av detta gjordes med 1/16" avståndet mellan volfram och pöl. du behöver en stadig hand-stag av delen.
- Om den fit-upp är bra, du kommer inte att behöva lägga till tillsatsmaterial: du kan bara smälta kanterna tillsammans. Detta kallas en endogen fusion svetsen. Styrkan i svetsen är mindre viktigt i denna ansökan, jämfört med att ha en vattentät kontinuerlig pärla, och låg distorsion.
Låt inte värme koncentrera sig på något område
- Svetsa i korta längder, en tum eller två på de flesta i taget.
- hoppa runt, så att värmen sprids jämnt.
- Låt den svalna av i 15 minuter varje några minuter av svetsning.

Världens minsta bubbla maskin

Gör en ballistisk bubbla maskin

Bicycle bubbla maskin

Hemgjord X Y Z bild CNC för Laser gravyr Plotter 3D-skrivare maskin ram av aluminiumlegering

CNC bubbla tabell

Bubblesteen bubbla maskin

Giant Bubble Machine

Bubble Machine

Motion känsliga Bubble Machine med littleBits!

The BUBBLER

CNC strategier för bearbetning spiralformade former
3 axel CNC Router - 60 "x 60"x5"- JunkBot

Dremel Carver/dupliceringsapparat som en Human Powered CNC Router

Bearbetning en PCB med hjälp av en billig CNC maskin

Enkla CNC-maskin

Enkel CNC konvertering av en liten mal

Tryckta kretskort (PCB) spruta maskin

Prototyper med Strawbees