Effekten av mönstrade utfyllnad på stor tvärsnittsarea utskrifter för glödande kol (2 / 3 steg)
Steg 2: Inducerande fastnar och skevhet på glödande kol












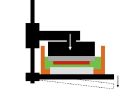
För att testa hypotesen, först var det nödvändigt att på ett tillförlitligt sätt framkalla störning/skevhet. Obs: Inledningsvis målet var att bara fokusera på störning, således de upprepade tester försöker få störning. Dock flera tester visade att en annan, kanske mer viktig fråga snett.
Test geometri: varierande cross sectional områden, men alltid 500 lager lång, med 25 micron lager-höjd (nominella höjd 12,5 mm).
E1_T1. För att göra detta jag började med en square-baserade prisma, med en area lika med π * 100 mm ^ 2 (i fall jag ville testa en cylinder, en radie av 100mm skulle vara nödvändigt). Prismat var skivad med emberprinter.com vilket resulterar i den gråskala utfyllnad. Jag var med inställningarna under titeln av Autodesk Standard klart 025um(new). Detta inkluderade en första lagret vänta (efter Apporach) på 3 sekunder, för alla typer av exponering lager (första, Burn-in och modell). Detta dock inte medföra störning.
E1_T2. Jag tryckt en 30 x 30 kvadrat bas prisma, 2,86 gånger större i tvärsnittsarea än föregående utskriften. Samma inställningar, på en annan skrivare, som hade varit observerade Jam eller på annat sätt inte lättare. Jag var osäker på om detta skulle göra en stor skillnad. Skriv ut fastnat, men fick mycket nära att slutföra bygga, med 41 lager kvar, av 500.
E1_T3. Nästa jag försökte en rutiga mönster dela upp torget i fyra kvadranter, med 30x30mm bas, detta misslyckades, tydligen på grund av störning, även om det är osäkert väder detta var också relaterat till harts bricka sprickbildning och läcker kåda på harts-tray plattformen. Det var 5,08 mm lång, vilket tyder på runt 200 lager hade tryckt. Betydande skevhet på nedre kant var synlig.
E1_T4. Den skriver ut fortfarande inte störning som lätt som jag hade hoppats, så jag ökade torget basen till 40x40mm, och ut på den ursprungliga (säkrare) skrivaren. Skriv ut var en framgång.
E1_T5. Jag ökade basen till 60x40mm, nästan maximal storlek möjligt. Skriv ut lyckades.
E1_T6. Vid denna punkt, eftersom tvärsnittsarea var nästan maxade ut, jag minskade den enda variabeln att jag verkade mest relaterade till fel: vänta tid efter strategi. Enligt bad-zima, harts-fack, och således PDMS avleder fönster efter/tag bygga pate metoder fönstret strax före exponering. Detta orsakar omläggning av fönstret, och därmed klyftan mellan build-plattan och fönstret, att hoppa upp, och sedan sakta återvända till den perfekta 25microns. Med tanke på denna modell, är vettigt att låta en lång tid, i detta fall 3 sekunder klyftan att närma sig det idealiska värdet, reducerar störning. Jag minskat godtyckligt väntetiden, endast för modell lager, till 2 sekunder, och verkligen fått sylt, på ca 4,4 mm höjd. Detta motsvarar ungefär 176 lager. Skevhet på nedre kant.
E1_T7. Nytryck av E1_T6. Ingen störning, men små skräp kvar i harts bricka, felplacerade lager sticker ut från sidovägg av delen. Skevhet.

Stor skala 3D utskrift från återvinningsbart avfall

3D tryckt ställningar för cellkultur
Varför skriva ut block på glödande kol är svårt

3a variabel bänk PSU med digital avläsning på färgskärmen med ATMEGA8

Cykel BoosterPack: En 3D tryckt bärbara elektriska Assist

Lana's Marie Antoinette

Bygga Audrey II fas 1

Super stark 3D kolfiber delar

Starta ett Element insamling - Hur ta prover på vardagliga platser

Inbäddade utskrift

Smartphone laddare drivs av brand

3D-utskrifter gängade funktioner med Autodesk glödande kol och uppfinnaren

Hur man drar anatomicaly korrigera Manga katter (det kan göras!)

Låt oss dra Manga! Lektion 1: "min egen fiende"

Starta en brand med luft

Vinter cykel kläder för mindre

Ember skrivare Swatchbook: Texturer och efterbehandling för SLA DLP skrivare

Geometriska fraktaler i mixer, tryckt med glödande kol