Flip bearbetning på DMS CNC Router (2 / 5 steg)
Steg 2: Toolpathing


Jag beslutade att använda en 1" pinnfräs med en stepdown av 0.5" och en stepover av 0.325" för båda sidor som en parallell grov verktygsvägar. Detta skulle ta bort en hel del material snabbt och effektivt. Men eftersom den pinnfräs som jag planerat att använda var endast 4,5" på djupet, såg jag till att stoppa min verktygsväg på en z 1.8" (minas min zero är längst ner på modellen). För att avsluta grovbearbetning passet, jag använde en 1" bollen pinnfräs med samma stepover och en stepdown av 0.2"--Detta verktyg var över 7 "lång. Jag använde samma boll pinnfräs för båda avslutande stigar, kliva över 0.1" varje gång.
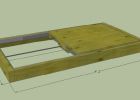
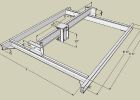
För att square min del, skapade jag en verktygsvägar som skulle gå 0,125" in en spoiler styrelse. Denna väg skulle spåra konturerna av materialet på styrelsen och Tillåt mig att ställa min noll. Sedan, efter att mitt material, jag skulle använda en annan verktygsväg för att square topp till botten. Jag gick från z = 6 till z = 4 i stepdowns av 0.5". Så allt skulle anpassa ordentligt när jag bläddrade min del. Efter simulera min verktygsbanor, jag efterbehandlade dem och ses över koden för att kontrollera att det inte fanns några problem.

Sunglass fall - 3D ytbeläggning med CNC Router

Flat Pack bokhylla (CNC Router)

DIY CNC Router

Bygga en CNC router

Trä upp byggd med 3-axlig CNC Router
DIY CNC Router planer: Hur man bygger

Fireball V90 CNC Router församling

UNIK-CNC Router bitar för marmor granit Monument

CNC trä router, cnc router för 3 axel

Hemmabyggd (DIY) CNC router - baserade Arduino (GRBL)

DIY gitarr med min diy cnc router

CNC Router Ski lagring står
3 axel CNC Router - 60 "x 60"x5"- JunkBot

Fly Fishing Rod arrangör med CNC Router

Burl faner end tabell med CNC router och vakuum påse system

Skrivbord-höjd skåp gjorda med CNC Router

Eletronics vänliga skrivbord med CNC Router och plywood

Fiske spö Rack - kompakt och Freestanding - med CNC Router
