Flip bearbetning på DMS CNC Router (3 / 5 steg)
Steg 3: Ställa in maskinen och bearbetning framsidan








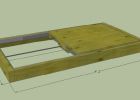
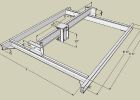
Jag tog en bild av min verktygsbanor i ArtCAM och höll en detaljerad uppsättning anteckningar för att se till att jag visste vilka sexsiffrig. PIM-fil motsvarade vilken verktygsväg. Sedan skär jag en 5' x 4' spoiler styrelse av plywood och klämmas fast det till tabellen DMS CNC. Sedan, efter några torra kör, jag sätter min TCP förskjutningar och tog en bild av maskin koordinaterna. Detta var en viktig del av processen! Jag sprang Min första verktygsväg--dispositionen i spoiler styrelsen. Då jag sätter ner mitt material och använde block för att skruva in spoiler styrelsen. Detta var en trevlig system eftersom jag inte behövde oroa om min spindel kolliderar med en fastspänningssystemet. Gå tillbaka i tiden för en sekund, mitt material gjordes från 8 ark i laminerat björkplywood, 2' x 4' x 0,75 ". Jag gjorde på lim-upp i tre delar för att se till att jag hade tillräckligt med tid för varje steg--jag gjorde de två halvorna och sedan limmade dem tillsammans. Detta en utmaning för att göra på denna typ av skala.
Tillbaka till CNC-maskin. Jag fyrkant materialet, och sedan kör började. Jag körde det första grovbearbetning passet på runt en 80% matningshastighet, som var aggressiv men det fungerade. Detta tog ca 2,5 timmar. Avslutande passet tog ca 1 timme, och sedan jag ivrigt öppnade dörrar och vacuummed ut alla sågspån (det var svårt för att se framsteg som jag gick på grund av allt damm--se bilden ovan!).
Allt gick lekande lätt! Det fanns några blow-outs men i allmänhet material och resolution fungerat ganska bra.

Sunglass fall - 3D ytbeläggning med CNC Router

Flat Pack bokhylla (CNC Router)

DIY CNC Router

Bygga en CNC router

Trä upp byggd med 3-axlig CNC Router
DIY CNC Router planer: Hur man bygger

Fireball V90 CNC Router församling

UNIK-CNC Router bitar för marmor granit Monument

CNC trä router, cnc router för 3 axel

Hemmabyggd (DIY) CNC router - baserade Arduino (GRBL)

DIY gitarr med min diy cnc router

CNC Router Ski lagring står
3 axel CNC Router - 60 "x 60"x5"- JunkBot

Fly Fishing Rod arrangör med CNC Router

Burl faner end tabell med CNC router och vakuum påse system

Skrivbord-höjd skåp gjorda med CNC Router

Eletronics vänliga skrivbord med CNC Router och plywood

Fiske spö Rack - kompakt och Freestanding - med CNC Router
