Göra en 3D-skrivare med en CNC router - "Deltabot" (11 / 26 steg)
Steg 11: Mill vagnarna


Limma ihop 2 ark 6 "x 10" x 3/16" ABS att göra ett tjockare blad. Du kan få limmet från avsnittet VVS i en järnaffär. Låt limmet botemedel för minst 24 timmar, helst 48 timmar. Limmet är ett lösningsmedel och tenderar att göra ABS gummy i mitten tills det är helt botade. Om du börjar fräsning innan limmet härdar, plast byggs upp på lite och du riskerar att skada arbetet, bryta lite, eller båda. Låt limmet bota helt. Jag limning lager av ABS tillsammans eftersom det kostar en bråkdel av vad materialet skulle kosta om jag köpte den i den tjocklek som jag behövde.
Tre (3) av den carriage.ngc filen willl vara slipat från detta blad. CNC-maskiner flöde klassar behov till vara långsam. Inget snabbare än 12 inches per minut. Steget matningshastighet är ännu långsammare på 8 inches per minut.
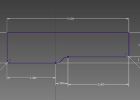
Nollpunkten för dessa delar är i Nedre vänstra hörnet. Noll varje del för att maximera antalet objekt som du kan göra av arket 6 "x 10". Det bör finnas gott om plats.
Det finns två storlek borra hål på transport plattan, sex (6) hålen är #35 borr och två (2) hål för kulleden använda #43 borr. Gcode jag genereras ska pausa för lite förändring. Transport är fräst med en 1/8" Onsrud bit.
Fräsning ABS kräver en långsam och ytlig inställning. Mata in det för snabbt eller har spindeln snurrar för fort och plast börjar smälta. Smält plast byggs upp på lite och arbetet blir förstört eller lite bryter. Du kan inte starta styckning i ABS och lämna arbetet utan tillsyn. Du måste titta på det med en hand på nödstopp om plasten börjar smälta. Jag beskriver i tum, men designen är faktiskt i millimeter. Jag har spindeln fart inställd på 1/3 hastighet. spindel energiinställningen är faktiskt så låg att det är på tröskeln till inte snurrar upp när den först slås på. Matningshastigheten är inställt på 8-10 inches per minut och steget hastighet är 5 inches per minut. Kometen kan jogga på 200 inches per minut, som du ser detta kommer att gå mycket långsamt. Lager tas bort i steg om 1/16". Blåser kall luft på plasten när det skärs hjälper också.
Ni kanske undrar varför jag satt upp gcode att göra varje del individuellt. Varför inte bara sticka alla tre transport plåtar till en gcode(ngc) fil och skära allt på en gång? Mitt resonemang är att ABS är ett knepigt material på kvarn. Om något går fel och jag måste återställa, skulle jag hellre återställa på bara en del kontra ett parti av delar. Det betyder att jag måste flytta min noll för varje del, men som också ger mig större flexibilitet, särskilt när något går fel.
Säkra 6 "x 6" x 1/8" ABS blad till cnc router. Kvarnen tre (3) carriage_belt_retension.ngc delar. Delen använder #35 borr för hål och 1/8" Onsrud bitar för fräsning.

Anpassade trä skyltar gjorda med Shopbot CNC Router
Gjuten Cement Mountain skulpturer med en CNC Router

DIY gitarr med min diy cnc router

Kastar en konkret lampa skulptur med en CNC frästa styrofoam mögel

Sko bänk gjord med CNC Router och Laser

Sunglass fall - 3D ytbeläggning med CNC Router

Bygga en CNC router
Hur du exporterar en Autodesk Inventor del för en ShopBot CNC router

Alla metall Mega 3D-skrivare med alla acme stavar (Prusa i3 bas)

Kontrollera en 3D-skrivare med gester
Byggnaden prusa i3 3D-skrivare med direkt extruder

Bygga en lugged cykel med en CNC dirigeras Rama in jiggernaut
DIY delta 3D skrivare med låg kostnad återvunnet delar

Fly Fishing Rod arrangör med CNC Router

Skrivbord-höjd skåp gjorda med CNC Router

Hemgjord X Y Z axel bild av Aluminium för DIY-Laser 3D-skrivare CNC Router Mill maskin

Komplett nybörjare steg för steg, 3D-skrivare med alla delar listor

Använder en GDI-skrivare med GNU/Linux
