Kombinationen CNC-maskin och 3D-skrivare (18 / 19 steg)
Steg 18: 2BEIGH3 3D-skrivare Operaton



Jag kommer att ta NYLON eftersom den använder en modifierad process från ABS. Du kan visa hundratals ABS tid förflutit utskrift videos på YT och jag skulle föreslå att titta på dessa för att få en uppfattning om hur dessa enheter fungerar.
Nu kör vi!
Se till att alla steppers fungerar.
Fyll inte på NYLON ännu... Låt oss se till att alla motorer arbetar tillsammans.
Ladda 2BEIGH3 gcode testfilen i Mach3.
Centrera munstycket på bordet och ca 2" upp.
Nollställ alla 4 axlar som vi gjorde tidigare.
Hit "Cykeln börja" och titta på att se till att allt gör vad den ska.
Alla fyra axlar bör göra något under de första lagrarna.
Nollställning och rezero
Placera en fästis papper under munstycket
Flytta munstycket nedåt tills den vidrör fästis papperet.
Munstycket ska "bara" gnida pappret, bara tillräckligt för att veta det är där.
Noll "Z"-axeln
Flytta Z upp 5mm och över så munstycket kommer inte att droppa NYLON på tabellen som vi prime spets.
Ladda NYLON
Se till att vår 4: e axel driver NYLON staven genom röret. Numeriskt "+"-tangenten och "-" huvudkontroll den 4: e axeln
Installera produktionen slutet av materiella röret i toppen av hot-slutet.
Pres den + nyckel och titta på den långa slangen. När NYLON få är till kalla spetsen, kommer det skaka det långa röret lite... du har aktiva trycket i det långa röret på denna punkt.
Nu, aktivera den lätta dimmer till lägsta.
Vända dimmer upp till 15%
Du bör titta på termoelement temp börjar stiga.
Om inte, kontrollera inställningarna ledningar och mätaren. INTE röra alun blocket för att se om det är varmt... det kan vara varmt!
Hålla öka dimmer vredet på 4 min intervall på ~ 5% tills temp nått 250 c
Nylon kan börja droppa ur munstycket... Detta är ett gott tecken.
Varning här, inte alla termoelement är desamma.
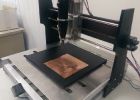
Vad vi är ute efter är en trevlig hög med nylontråd på bordet från munstycket.
Vi kommer inte att skriva ut ännu.
Som du approch 250C hålla trycka på + nyckel... en kran... inte håller den.
Du kommer att höra ljudet av hur låter kokande plast.
Vid denna punkt, är du nära rätt temp.
Kom ihåg, när vi kommer till rätt temp, vi måste "Mark the Dimmer knopp" så vi vet var du ska ställa in den nästa gång.
När NYLON börjar springa ut i en tunn linje, är du där. Du kan hålla den + nyckel för 2 sek och en ström av NYLON ska komma ut munstycket.
Här ' hur till berätta om din temp är rätt.
Första, sluta oroa dig slösa NYLON... om du slösar hela $3.00 staven, det är värt det
Som NYLON kommer ut ur munstycket, kommer att det se en av tre konsistenser.
1. mycket klar och skinande som tandkräm. Det är att kalla
2. mycket tydligt, men med massor av något som liknar bubblor i strömmen. Detta är korrekt.
3. en tråkig ström med en skum som textur. Detta är att hot.
När du får en bra ström, är det dags att clk Mack3 cykel Start-knappen.
Om allt går som ska det "välkomnar dig till en ny värld av kreativitet"...!
Eftersom Hot-slutet är konstruerad för att hantera mycket höga temperaturer (450 c), har jag beställt både Delrin och polykarbonat i 3mm stavar!
Delrin anses som arbete-hästen av maskinbearbetade/utrustas plast. Jag har fått höra att Delrin inte kan användas som det bör förlora en bindande komponent i thermoplast processen, men ett spö är endast $2,50, och värt ansträngningen.
Polykarbonat har liknande egenskaper tillsammans med sin genomskinliga egenskaper.
Jag lägger instuctables och hänvisa till 2BEIGH3 som dessa ansträngningar framsteg.
En sista säkerhet tips. Hitta ett sätt att lägga till en Gränslägesbrytare som stänger av värmaren kraften i slutet av en utskrift. Titta på min slic3r config fil under gcode och ser du skickar jag bort ca 8" X-axeln i en riktning. Det finns en gränslägesbrytaren på den platsen som stänger av värmaren power "OFF".
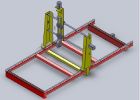
Den linjära med tidigare nämnts är upp på Autodesk123D Galleri. Detta är en bra test del att bestämma om indragning kan arbeta i din konfiguration. Resterande ämnen bör vara "out" av BB raceway.
Filen eller del som kallas "Linjär uthärda 912" av taulman
Uppdatering - utskrift med klar akryl
Nedan är en video av 2BEIGH3 ut med 0,125" Dia klar akryl Material
Som ni kanske förstår, finns det flera skillnader i utskrift av denna typ av material jämfört med ABS, PLA, NYLON, etc...
Denna utskrift görs möjligt genom taulman 4 munstycken Hot-End. Hot-därför är mer komplicerat att bygga, än den redan dokumenterade taulman NYLON Hot-slutet. Jag har utformat det så så kan du enkelt få delarna från vår nuvarande lista över leverantörer. Jag kommer inte att dokument 4 munstycken Hot-slutet här som detta Instructable är redan mycket stor. Om det finns tillräckligt många förfrågningar, kommer att då jag skriva en sub instructable... (om de har dem?).
Jag vill peka på några punkter av intresse för dem som kanske vill skriva ut i akryl.
Först i skrivaren och Hot-slutet prestanda för akryl:
1. resolution - samtidigt som upplösningen av 2BEIGH3 är bra för andra 3D utskrift material, akryl optiska egenskaper är sådana att det kommer att förstärka alla positionella anomali. Med ABS och PLA får vi fina raka linjer av plast. Detta är på grund av en hur varje tråd kyler som den trycks. Med akryl, materialet kyler så snabbt att varje steg i stegmotor, varje burk av skriva ut tabellen, slack i bälten, bakslag i blocken och kanske grannar kid gråt kommer att modulera oval reflektioner av en tråd som den är placerad. Och eftersom trådarna är ovala och optiskt klar, de kommer att förstärka dessa artefakter.
För att förstå detta, måste du veta att runda optik eller sfäriska optik har liten eller ingen DOF. Och på grund av detta, blivit mer av en reflekterande enhet än en optisk kollimerande enhet. Det bästa exemplet jag kan ge er är en laser nivå, en som ger ut en tunn laserlinje. Lasern är bara en laserdiod. Optiken att konvertera ljuskäglan att hårfin... är en enkel glas eller plast (akryl) cylinder. De inre reflektionerna av laser blir reflekterande och övergången ut i alla riktningar längs den cylindriska axeln, dvs en tunn linje.
2. föroreningar – Läs "bubblor" – som du titta på video, du ser att den första tråden i akryl från Hot-slutet har bubblor. Oacceptabelt, naturligtvis. Materialet måste ändras och bubblor elimineras strax innan materialet lämnar tipset, annars slutet del skulle inte bara visuellt tilltalande utseende, men det skulle ha små farligt vassa kanter och krossas lätt. De 4 munstycken Hot-slutet hand tar av detta och efter de första 40-60mm under en utskrift, bubblor upphör.
3. optiska egenskaper – jag tvivlar på att du någonsin kommer att kunna skriva ut användbara optik med denna metod. Även perfekt runda fibrer arrangerade i någon konfiguration inte lånar ut dem själva till alla typer av kollimerande förmåga. Du kanske kan skriva ut refraktion galler, men även de skulle vara oacceptabelt att någon högre slutet optiska system.
4. för de med befintliga 3D utskrift erfarenhet:
En uppvärmd tabell inte används eller krävs
Någon maskeringstejp med vax på baksidan, blå, vit, grå... kommer säkert delen
Kräver en högre temp än ABS
3mm material kommer att splittras på lagring rulle
3mm materialkostnaden är ~ $0.20 per meter eller mindre än en krona för 12"
Nu, tillbaka till 2BEIGH3...

Hot Glue Gun Extruder för din CNC-maskin eller 3D-skrivare

Hur man gör en tre-axeln CNC-maskin (billigt och enkelt)

Enkla trä sprocket utan cnc-maskiner

CNC-maskin från bläckstråleskrivare
PCB isolering spår fräsning med MyDIYCNC Desktop CNC maskin
Hem byggt CNC maskin Del1 - stöds linjära skenor

Anpassningsbar och självständiga CNC maskin

Att göra en sandsculpture med hjälp av en dator och en cnc-maskin

CNC-maskin med kamera och LED-bakgrundsbelysning

CNC-maskin för att forma stora bitar av styrencellplast

Raspberry Pi CNC-maskin

Bygg din egen CNC-maskin.

$20 CNC-maskin

Kniv blockera en Remix med hjälp av verktyg som du kan ha! Inga CNC maskiner/laser/Phasers/Flux kondensatorer eller tid-maskiner har använts i denna konstruktion!

Bearbetning en PCB med hjälp av en billig CNC maskin

Extremt låg kostnad 3D utskrivbara 3D Printer / Plotter / CNC-maskin

Min första CNC maskin

DIY 3axis CNC plotter ut gamla skrivare
