Serpentin konkreta 3d skrivare - CCA 2015 (4 / 13 steg)
Steg 4: Software Process


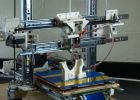
Under denna studio förståelsen av programvara och hur det fungerar för att kommunicera med maskinen var viktigt, men vad var mer avgörande var att förstå hur de former vi skulle skapa i en digital miljö beter sig när fysiskt skapad med 3D-skrivaren som byggdes. Programvara laget bestod inledningsvis av 4 studenter, Sitou Akolly, Franca Martinez Ferro, Terry Alfaro och Wut Htwe. Studenter första uppgiften var att skapa olika former alltifrån väggen som strukturer till kupoler eller kolumner. Formulären alla hade att genereras med noshörning plugin gräshoppa. Som de utvecklats i översättningen från en form till en digital kod base med G-kod som kan läsas av den 3D-skrivaren. Tester innan du använder det faktiska materialet gjordes med penna tester på ett stort ark papper. Syftet med dessa tester var att hjälpa oss att förstå funktionen hos maskinen och hur det var att flytta. Till exempel om vi ville ha en smidig krökt bana, koden att ha tillräcklig datapunkter när approximera kurvor. Annars, om kurvan bara hade 3-4 punkter maskinen skulle förvandla det till något som skulle vara mer mångfacetterad och mindre kurva som. Efter penna tester var komplett och programvara laget och klass bekräftade och verifierade att de vägar som skapades var vad vi ville skriva ut började processen blanda materialet som skall tryckas.
Utmaningarna med programvara laget var mestadels från gränserna som material. Faktorer som att ha ett mindre onda material som inte skulle kunna stödja sig som extrudering fick längre på grund av effekterna av tyngdkraften på materialet. Eller lägga till ett mer trögflytande material som kan stötta sig och möjliggör även förskjutningar över en viss sträcka eller höjd utan stödmaterial utan materialet. Vi hittade så småningom att metoden för att uppnå bästa resultat för närvarande är att skriva ut 3-4 lager i taget. Så fick materialet en chans att ställa in och härda så att nästa lager av material för att kunna vara pressad på toppen. Också, under våra upptäcktsfärder på manipulera maskinen insåg vi att hur långsamt eller snabbt maskinen flyttas bestäms den pärla storlek som var pressad. En långsam maskin hastighet gör att för tjockare pärlor av material kan vara pressad. En snabbare maskin hastighet gör att för tunnare pärlor av material kan vara pressad. Som studion fortskred, var de elever som tog ledningen på programvara så småningom Kyle Yamada, och Mrnalini Mills Raghavan.
Vissa tekniska aspekter av programvara verksamheten. G-kod som nämnts genererades med en gräshoppa definition som vi har bifogat i detta Instructables. Det har beskrivits grundligt och core struktur krävs för att kunna bygga den kontur livsmiljöer artefakten. G-kod skickades till lilla G micro controller med en seriell Port Terminal programvara kallas CoolTerm. Inställningarna som finns på vår hemsida. för slutet effektor, som utvecklingen fortskred, blev det uppenbart att hastigheten på skruven är något som behövs för att styras via programvara. Den ursprungliga avsikten var att ha stegmotor för slutet effektor att anslutas till den lilla G. Det fanns dock problem med kodning genom gräshoppa som vi inte kunde lösa. Så för att kringgå problemet tillgrep vi med en Arduino och en Adafruit Motor controller för kontroll av slutet effektor Auger hastighet. Se Arduino avsnittet att se och förstå hur koden fungerar för att styra stegmotor.

Vår förskola klassprojekt med 3D-skrivare

DIY | 3D-skrivare
Vulcanus MAX - CoreXY aluminiumram 3D-skrivare skala upp

Hur man skapar en stor 3D-skrivare med en mindre 3D skrivare - "Projekt Locus"

IoT anteckningar skrivare: Smartphone anteckningar på papper
Göra en 3D-skrivare med en CNC router - "Deltabot"

Bara några vanliga konkreta manschettknappar

3D-skrivare choklad (gjord från LEGO)

Hur man använder musikskapande Workshop V1.0.0.75 för DLP skrivare

Hårda & mjuk Suceava 2015 "skattjakt"

Konvertera en 3D Stuffmaker Mega Prusa i en arbetande 3D skrivare

Detaljerad monterings anvisning av Rostock Mini Kossel 3D Delta skrivare

Geoweaver: En vandrande 3D-skrivare Hexapod
En låg kostnad 3D skrivare med grundläggande verktyg

Kombinationen CNC-maskin och 3D-skrivare
3D-skrivare glödtråden färg fjärranalys humör ljus

Pannkaka skrivare

Sunhokey 2015 Prusa i3 DIY Kit
